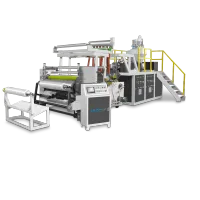
三層纏繞膜機
專為亞太市場研發的三層共擠拉伸纏繞膜生產線,採用德國伺服控制技術與台灣機械工藝,產能達每小時600公斤,膜厚誤差控制在±5%內,實現原料節省15%、能耗降低20%的突破性效能...
3層拉伸膜機台專為實現機械性能與材料效率之間的最佳平衡而設計。採用先進的ABC三層共擠技術,生產由外層強度層、中間增韌或再生料層,以及內層黏著層所組成的複合膜結構。相較於傳統2層薄膜,此結構可顯著提升整體性能,在相同厚度下抗穿刺性能提升30–50%,拉伸倍率可達350%以上,同時原材料成本降低約15–20%。
描述
專為亞太市場研發的三層共擠拉伸纏繞膜生產線,採用德國伺服控制技術與台灣機械工藝,產能達每小時600公斤,膜厚誤差控制在±5%內,實現原料節省15%、能耗降低20%的突破性效能...
3層拉伸膜機台專為實現機械性能與材料效率之間的最佳平衡而設計。採用先進的ABC三層共擠技術,生產由外層強度層、中間增韌或再生料層,以及內層黏著層所組成的複合膜結構。相較於傳統2層薄膜,此結構可顯著提升整體性能,在相同厚度下抗穿刺性能提升30–50%,拉伸倍率可達350%以上,同時原材料成本降低約15–20%。
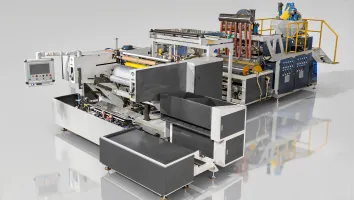
該設備由三組擠出系統協同運作,每組擠出機可處理不同配方的樹脂,如LLDPE、LDPE、茂金屬材料或再生料等。A擠出機通常負責形成外層強度層以提供耐用性;B擠出機生產中間層,用於提升韌性或優化成本;C擠出機則形成內層黏著層以確保良好貼合性。各擠出單元皆具備獨立溫度控制系統,通常維持在180–240°C範圍內,以確保熔融穩定與物料流動順暢。熔融樹脂隨後透過三層分配器與平面T型模頭(T-die)融合,形成均勻穩定的ABC膜結構。
擠出後的薄膜經由大直徑冷卻輥快速冷卻,以確保良好的透明度與穩定的厚度均勻性。閉環厚度控制系統(採用X光或紅外線感測器)可持續監測膜厚,並即時自動調整模頭間隙與擠出輸出量。之後薄膜進入牽引與拉伸系統,透過受控速度比可實現最高達350%的預拉伸性能,進一步提升實際使用表現。邊料修剪裝置可將多餘材料去除並進行線上回收,自動收卷系統則確保連續高效生產並維持穩定的卷材品質。
憑藉更高強度、優異延展性以及優化的材料使用效率,3層拉伸膜機台廣泛應用於工業物流、建材包裝及重型棧板包裝等領域,為追求產品性能提升與成本控制的製造商提供可靠且高效的解決方案。
2層 vs 3層拉伸膜快速比較
| 參數 | 2層薄膜 | 3層薄膜 |
|---|---|---|
| 結構 | AB(黏著層+強度層) | ABC(強度+增韌+黏著層) |
| 抗穿刺性 | 標準(基準水準) | 提升30–50% |
| 最大拉伸倍率 | 200–300% | 300–400% |
| 原材料成本 | 標準(基準水準) | 降低15–20%(中間層可使用再生料) |
| 薄膜性能 | 基本保護用途 | 更高耐用性與負載穩定性 |
| 適用場景 | 輕型、規則貨物 | 重型、不規則、高要求貨物 |





規格
| 規格 | HLCPE75/55-1000 | HLCPE90/65/65-1500 | HLCPE120/80/80-2000 | 單位 |
| 產品寬度 | 500-1000 | 1500(500×3rolls) | 2000(500×4rolls) | mm |
| 產量 | 80 | 320 | 400-600 | kg/hr |
| 產品厚度 | 0.01-0.05 | 0.01-0.05 | 0.01-0.05 | mm |
| 機械設計線速 | 80 | 250 | 250 | m/min |
| L/D | 30:1 | 33:1 | 33:1 | |
| 螺桿直徑 | φ75/φ55 | φ90/φ65/φ65 | φ120/φ80/φ80 | mm |
| 總功率 | 110 | 150 | 350 | kw |
| 電源 | 380/3/4/50 | 380/3/4/50 | 380/3/4/50 | Volt/Ph/Line/Hz |
| 馬達功率 | 30/18.5 | 50/22/22 | 132/37/37 | kw |
| 外形尺寸 | 10439*4140*2939 | 14000×6500×4500 | 14000×6500×5000 | (L×W×H)mm |
產品比較
| 比較項 | 本公司機械設備 | 其他製造商 |
|---|---|---|
| T型模頭 | 採用 JC-TIMES 高精密 T 型模頭,模唇間隙公差控制於 ±0.01 mm 以內,氮化硬度達 HRC ≥ 58,確保薄膜厚度均勻穩定。  | 一般 T 型模頭加工精度較低(公差 > 0.05 mm),硬度低於 HRC45,易磨損與變形,導致薄膜厚度不均。  |
| 鏈條 | 華亮同步帶實現零誤差同步傳動,無需潤滑與維護,運行噪音低於65分貝,確保膜卷平整無瑕。  | 傳統鏈條傳動累積誤差超過0.5 mm,需定期潤滑,且振動易導致膜卷表面出現凸筋或不平整。  |
| 厚壁料筒與螺桿設計 | 厚壁料筒: 優異的保溫性能可減少熱量流失,較薄壁料筒降低15–20%能耗。 熔體溫度均勻: 溫度穩定控制於±5°C以內,確保氣泡成型一致,厚度公差可達±3%。  | 薄壁料筒: 散熱快,需要持續加熱,導致能耗增加25–30%。 溫度波動: 易造成熔融不均,厚度波動達±8–10%。  |
| 電機 | 永磁同步電機(PMSM)可降低20%能耗,提供±1%的扭矩控制精度,並實現快速啟停響應。  | 異步電機運行慣性較大,效率等級為IE2,效率約為94.2%。  |
| 加熱系統 | 華亮紅外加熱系統可提升40%的熱效率,並降低20%的整體能耗。  | 傳統加熱線圈升溫速度較慢、保溫性能差,且耗電量較高。  |