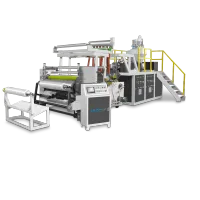
3층 스트레치 필름 기계
3층 연신필름 제조기는 뛰어난 물성과 균일한 두께의 고품질 필름을 대량 생산하는 최첨단 솔루션입니다. 업계 최고 수준의 정밀도와 에너지 효율성으로 운영 비용을 절감하고 시장 경쟁력을 확보할 수 있습니다...
3층 스트레치 필름 기계는 기계 성능과 재료 효율 사이의 최적 균형을 제공하도록 설계되었습니다. 첨단 ABC 3층 공압출(co-extrusion) 기술을 사용하여 외층의 강도층, 중간의 인성 강화층 또는 재생 원료층, 그리고 내층의 점착층으로 구성된 복합 필름 구조를 생산합니다. 기존 2층 필름과 비교했을 때, 이 구조는 전반적인 성능을 크게 향상시키며 동일 두께 기준으로 천공 저항성을 30~50% 향상시키고, 350% 이상의 신율(신장률)을 달성하며, 원재료 비용을 약 15~20% 절감합니다.
설명
3층 연신필름 제조기는 뛰어난 물성과 균일한 두께의 고품질 필름을 대량 생산하는 최첨단 솔루션입니다. 업계 최고 수준의 정밀도와 에너지 효율성으로 운영 비용을 절감하고 시장 경쟁력을 확보할 수 있습니다...
3층 스트레치 필름 기계는 기계 성능과 재료 효율 사이의 최적 균형을 제공하도록 설계되었습니다. 첨단 ABC 3층 공압출(co-extrusion) 기술을 사용하여 외층의 강도층, 중간의 인성 강화층 또는 재생 원료층, 그리고 내층의 점착층으로 구성된 복합 필름 구조를 생산합니다. 기존 2층 필름과 비교했을 때, 이 구조는 전반적인 성능을 크게 향상시키며 동일 두께 기준으로 천공 저항성을 30~50% 향상시키고, 350% 이상의 신율(신장률)을 달성하며, 원재료 비용을 약 15~20% 절감합니다.
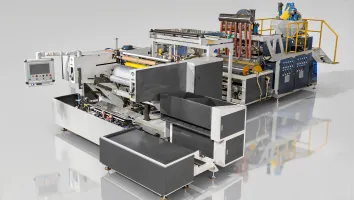
이 기계는 3개의 압출기 시스템이 협동하여 작동하며, 각각 LLDPE, LDPE, 메탈로센 소재 또는 재생 원료 등 다양한 수지를 처리합니다. 압출기 A는 일반적으로 내구성을 위한 외층을 형성하고, 압출기 B는 비용 최적화 또는 인성 향상을 위한 중간층을 생산하며, 압출기 C는 안정적인 점착성을 제공하는 내층을 형성합니다. 각 압출 유닛은 독립적인 온도 제어 기능을 갖추고 있으며, 일반적으로 180~240°C 범위에서 정밀하게 용융 상태를 유지하여 안정적인 소재 흐름을 보장합니다. 이후 용융된 수지는 3층 분배기와 플랫 T-다이를 통해 결합되어 균일한 ABC 구조의 필름을 형성합니다.
압출 이후 필름은 대형 칠 롤(chill roll)을 통해 빠르게 냉각되며, 높은 투명성과 안정적인 두께 균일성이 확보됩니다. X-ray 또는 적외선 센서를 활용한 폐루프 두께 제어 시스템이 필름 두께를 지속적으로 모니터링하고, 다이 갭 및 압출 출력을 실시간으로 자동 조정합니다. 이후 견인 및 연신 공정에서 제어된 속도 비율을 통해 최대 350%의 사전 신장 성능이 부여되어 실제 사용 성능이 향상됩니다. 엣지 트리밍 장치는 여분의 가장자리를 제거하고 인라인 재활용을 가능하게 하며, 자동 권취 시스템은 안정적인 롤 품질과 함께 연속적이고 고효율적인 생산을 지원합니다.
향상된 강도, 뛰어난 신율, 그리고 최적화된 원재료 사용을 통해 3층 스트레치 필름 기계는 산업 물류, 건축 자재 포장, 중량 팔레트 포장 등 다양한 분야에서 널리 사용됩니다. 이는 성능 향상과 비용 절감을 동시에 실현하는 신뢰성 높은 솔루션을 제공합니다.
2층 vs 3층 스트레치 필름 비교
| 항목 | 2층 필름 | 3층 필름 |
|---|---|---|
| 구조 | AB (점착층 + 강도층) | ABC (강도 + 인성 강화 + 점착층) |
| 천공 저항성 | 표준 (기준 수준) | 30~50% 향상 |
| 최대 신율 | 200~300% | 300~400% |
| 원재료 비용 | 표준 (기준 수준) | 약 15~20% 절감 (중간층에 재생 원료 사용 가능) |
| 필름 성능 | 기본 보호 수준 | 높은 내구성과 적재 안정성 |
| 주요 적용 | 경량, 규칙적인 하중 | 중량, 불규칙, 고요구 하중 |





사양
| 사양 | HLCPE75/55-1000 | HLCPE90/65/65-1500 | HLCPE120/80/80-2000 | 단위 |
| 제품 폭 | 500-1000 | 1500(500×3rolls) | 2000(500×4rolls) | mm |
| 생산량 | 100-120 | 320 | 400-600 | kg/hr |
| 제품 두께 | 0.01-0.05 | 0.01-0.05 | 0.01-0.05 | mm |
| 설계 라인 속도 | 80-100 | 250 | 250 | m/min |
| L/D | 30:1 | 33:1 | 33:1 | |
| 스크류 직경 | φ75/φ55 | φ90/φ65/φ65 | φ120/φ80/φ80 | mm |
| 총 출력 | 110 | 150 | 350 | kw |
| 전원 | 380/3/4/50 | 380/3/4/50 | 380/3/4/50 | Volt/Ph/Line/Hz |
| 모터 출력 | 30/18.5 | 50-22-22 | 132-37-37 | kw |
| 외형 치수 | 10439*4140*2939 | 14000×6500×4500 | 14000×6500×5000 | (L×W×H)mm |
제품 비교
| 비교 항목 | 당사 기계 설비 | 기타 제조업체 |
|---|---|---|
| T-다이 | JC-TIMES 고정밀 T-다이를 적용하여 다이 립 간극 공차를 ±0.01mm 이내로 제어하고, 질화 경도 HRC ≥ 58을 달성하여 필름 두께의 균일성과 안정성을 보장합니다.  | 일반 T-다이는 가공 정밀도가 낮고(공차 > 0.05mm), 경도가 HRC45 미만으로 마모 및 변형이 발생하기 쉬워 필름 두께 불균일을 초래합니다.  |
| 체인 | 화량 타이밍 벨트는 오차 없는 동기 구동을 구현하며, 윤활 및 유지보수가 필요 없고, 소음은 65dB 이하로 유지되어 필름 롤의 매끄럽고 결함 없는 품질을 보장합니다.  | 일반 체인 구동은 누적 오차가 0.5mm를 초과하고 정기적인 윤활이 필요하며, 진동으로 인해 필름 롤 표면에 돌출이나 불균일이 발생할 수 있습니다。  |
| 두꺼운 배럴 및 스크류 설계 | 두꺼운 배럴: 우수한 열 유지 성능으로 열 손실을 줄여, 얇은 배럴 대비 15~20% 에너지 절감 효과를 제공합니다. 균일한 용융 온도: ±5°C 이내로 안정적으로 유지되어 균일한 기포 형성과 ±3% 두께 공차를 보장합니다.  | 얇은 배럴: 열 방출이 빨라 지속적인 재가열이 필요하며, 에너지 소비가 25~30% 증가합니다. 온도 변동: 용융 불균일 및 두께 편차(±8~10%)를 초래합니다.  |
| 모터 | 영구자석 동기 모터(PMSM)는 에너지 소비를 20% 절감하고, 토크 제어 정밀도 ±1%를 제공하며, 빠른 기동 및 정지 응답을 구현합니다.  | 유도 모터는 관성이 크고, 효율은 IE2 등급으로 약 94.2% 수준입니다。  |
| 가열 시스템 | 화량 적외선 가열 시스템은 열 효율을 40% 향상시키고 전체 에너지 소비를 20% 절감합니다.  | 기존 가열 코일은 가열 속도가 느리고 단열 성능이 부족하며 전력 소비가 높습니다.  |