In 2-layer bubble film extrusion, the relationship between die width and effective film width is a critical technical factor. While the die width defines the initial extrusion limit, the final usable film width is always narrower. Understanding this gap is essential for optimizing material yield and production accuracy.
The Core Mechanism: Why the Width Differs
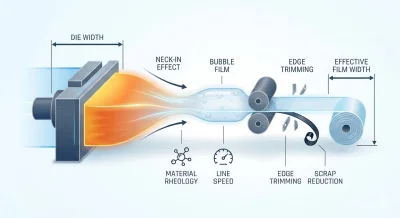
The transition from molten resin to a finished roll involves two primary physical phenomena that reduce the total width:
- The Neck-In Effect
As molten polymer exits the die lip, it experiences lateral contraction. This "neck-in" is caused by the melt elasticity of the LDPE/LLDPE blend and the tension applied by the primary nip rollers. This contraction is non-linear; higher line speeds typically increase the neck-in effect, reducing the film's width before it stabilizes on the vacuum roller. - Edge Trimming Requirements
The edges of an extruded film often exhibit "beading" or thickness variations. To produce a professional, defect-free roll suitable for automated packaging, these non-uniform edges must be removed. The side trimming process ensures a clean edge but further reduces the effective width from the original die dimension.
Technical Determinants of Effective Width
Several variables influence how much width is lost during production:
- Material Rheology: The specific melt flow index (MFI) of the plastic resin affects its tendency to shrink.
- Take-up Speed: Faster production speeds increase longitudinal tension, which can exacerbate lateral shrinkage.
- Temperature Control: Precise zoning across the die ensures melt uniformity, minimizing edge instability and reducing the amount of waste during trimming.
Maximizing Yield and Material Optimization
A high-performance 2-layer bubble film making machine is engineered to minimize the gap between die width and effective width. Advanced die designs and synchronized haul-off controls provide several technical advantages:
- Increased Usable Output: By reducing neck-in through optimized melt management, the machine delivers a higher yield of sellable film from the same raw material input.
- Consistency for Downstream Processes: Stable width control is vital for high-speed automated bag-making and wrapping. It prevents interruptions caused by width fluctuations.
- Waste Reduction: Precision trimming systems and stable edge formation significantly lower the scrap rate, enhancing the sustainability of the production cycle.
Application Versatility
Whether for automotive insulation, furniture shipping, or electronic product packaging, the precision of the effective width ensures that the protective film meets strict dimensional tolerances. From low-speed 2-layer units to high-speed industrial lines, mastering edge control is the key to achieving superior cost structures and high-volume production stability.