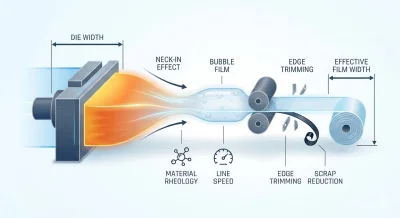
En el corazón de la extrusión de lámina de polietileno para burbujas reside un desafío técnico crucial: el material fundido se contrae y se ensancha de manera no uniforme al salir del cabezal. La distancia entre el ancho teórico del cabezal y el ancho utilizable final (ancho efectivo) no es una merma trivial, sino un factor de costo y control de calidad. El 'neck-in' es la contracción inmediata del polímero, mientras que el 'edge-bead' o reborde son los bordes engrosados e irregulares que deben ser recortados para obtener un rollo uniforme y profesional. Una brecha excesiva entre estas dos medidas significa desperdicio de material, variabilidad en el producto y una pérdida directa de rentabilidad para el fabricante.
La gestión precisa de este parámetro distingue a una máquina básica de una solución industrial avanzada. En máquinas de 2 capas de baja y media velocidad, un control deficiente conduce a tolerancias amplias, obligando a operar con márgenes de seguridad que reducen el ancho útil. Por el contrario, en líneas de alta velocidad de 3-5 capas y 7 capas, donde la producción se mide en toneladas por hora, una variación de incluso unos centímetros se traduce en pérdidas financieras significativas al final del mes. La clave está en la sinergia entre el diseño termomecánico del cabezal, la formulación reológica del polímero y la precisión del sistema de tracción y bobinado, que trabajan en conjunto para minimizar el fenómeno y estabilizar la lámina.
Para el comprador global, esto se traduce en un Retorno de la Inversión (ROI) tangible y rápido. Una máquina diseñada para optimizar el ancho efectivo maximiza el rendimiento de cada kilogramo de resina, reduciendo el coste por metro cuadrado producido. Esto otorga una ventaja competitiva inmediata en licitaciones donde el precio es determinante. Además, la consistencia dimensional superior garantiza que el producto cumpla con las especificaciones más exigentes de sectores como el embalaje de componentes electrónicos, instrumentos médicos o elementos fotovoltaicos, donde la protección contra impactos y la integridad del paquete son no negociables.
Las aplicaciones prácticas exigen esta precisión. En el envase sostenible para productos de laboratorio o material educativo, un ancho uniforme permite un diseño de empaque más eficiente, minimizando el material sobrante. Al proteger una laca artesanal o una pieza de mobiliario durante el transporte, los bordes perfectamente cortados y la lámina uniforme evitan rasgaduras y proveen una barrera consistente. En la industria aeronáutica o automotriz, donde se utilizan films de burbujas multicapa de alto desempeño para el aislamiento térmico y acústico, la repetibilidad en el ancho es sinónimo de confiabilidad en el ensamblaje.
Mirando hacia el futuro, la evolución de esta tecnología apunta hacia sistemas de extrusión con control activo en tiempo real. Mediante sensores de borde y lazos de retroalimentación que ajustan automáticamente la temperatura, la velocidad o la presión, se puede estabilizar el ancho efectivo dinámicamente, prácticamente eliminando el scrap por variación. Para el fabricante que busca liderar en mercados de alto valor, invertir en maquinaria que domina la relación entre ancho de cabezal y ancho efectivo no es un gasto, es la adquisición de una ventaja técnica duradera que se refleja en cada rollo de producto enviado al cliente final.