Structural and Technical Analysis of Multi-layer Stretch Film Extrusion Machines
2026-07-01
Global logistics and warehousing operations demand high-performance packaging materials that reduce film consumption while maximizing load stability. The surge in e-commerce and automated distribution networks has triggered a severe challenge for standard stretch wraps. High-speed orbital wrapping systems often cause tears and snaps when encountering sharp pallet corners, causing critical shipping delays and product damage.
Traditional single-layer blown or cast films often struggle to balance stretchability with tear resistance. Standard mono-layer extrusion profiles lack the structural architecture needed to deliver both puncture strength and surface tack simultaneously. Boosting film thickness to prevent tears inadvertently increases material weight, shipping mass, and plastic consumption costs. This physical limitation creates an urgent industrial need for equipment that manipulates polymer placement at a molecular scale.
Multi-layer co-extrusion technology—specifically engineered via 2-layer, 3-layer, and 5-layer stretch film machines—provides a precise technical solution to these performance gaps by optimizing film structures at a microscopic level.
The Core Limitations of Traditional Monolayer Extrusion
Conventional single-ply stretch film machinery presents serious technical bottlenecks for modern plastic manufacturers. The primary downside stems from the inability of a single extruder setup to isolate discrete performance functions across the cross-section of the film. Achieving proper stretch cling requires adding expensive liquid polyisobutylene tackifiers directly to the bulk melt resin pool. This crude methodology triggers massive roll-unwinding friction, intense noise, and rapid material degradation inside the machinery barrel.
Furthermore, traditional crosshead die manifolds suffer from unoptimized polymer residence times and internal dead zones. When processing highly viscoelastic materials, stagnant polymer pockets begin to thermally break down, shedding heavy carbon deposits directly into the melt flow. These carbon contaminants create high concentrations of surface gel specks and optical crystal blemishes. These imperfections act as critical fracture propagation nodes, causing the stretch film to fail under high tension.
Inconsistent melt orientation and poor thermal management also plague legacy cooling assemblies. Traditional low-velocity cooling rolls fail to transfer thermal energy rapidly enough from the molten material grid, promoting excessive large-spherulite crystalline growth. This enlarged grain structure yields brittle films that lack elastic memory, exhibit poor light transmittance, and suffer from micro-tears during pre-stretch application.
Advanced Co-Extrusion Architecture and Micro-Layer Dynamics
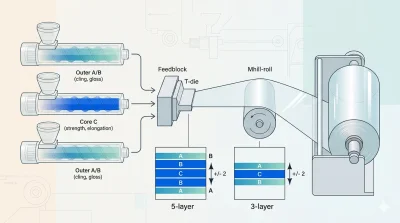
Modern 5-layer stretch film machines overcome these structural limitations by separating distinct material inputs into independent melt streams. A synchronized multi-extruder configuration introduces linear low-density polyethylene (LLDPE), metallocene LLDPE (mLLDPE), and specialized masterbatches into a high-precision co-extrusion feedblock. This system arranges the molten polymers into optimized ABCBA or ABCDE structural matrices to achieve cross-functional mechanical synergy.
The outer boundaries are engineered to isolate tactile properties, where one side provides high-gloss cling behavior and the opposing boundary exhibits a smooth surface slip profile to prevent neighboring pallets from sticking together. The inner core layers utilize a high-density, metallocene-catalyzed resin layout designed exclusively to provide ultimate tensile force and puncture resistance. This segregation ensures that sticky additive migration is contained, preventing machine rollers from gumming up over extended production runs.
To ensure uniform rheological flow, the internal channels of the co-extrusion feedblock are machined using computer-optimized R-profile geometries. This precise design eliminates internal shearing resistance and maintains laminar flow boundaries where the differing polymer melts converge. As a result, the multi-layered film resists delamination under severe stress, maintaining intact material boundaries even when stretched beyond 350% of its original length.
High-Precision Hardware and Automated Gauge Control
The transformation of molten co-extruded material into commercial-grade stretch film requires extreme precision from the T-die and cast assembly. The extrusion die relies on heavy-duty, forged alloy steel blocks fitted with ultra-polished, chrome-plated internal lips to reduce surface drag to absolute zero. The flexible die lip interfaces directly with an automated array of thermal expansion bolts to enable micro-adjustable gap tuning across the entire width of the machine.
Stabilizing this complex casting procedure requires high-precision melt gear pumps situated between the extruder barrels and the die head. These positive-displacement pumps isolate the die from any upstream pressure fluctuations caused by uneven pellet feeding or raw material viscosity variations. By maintaining an unyielding, pulse-free volumetric output, the machine ensures the micro-layers maintain proper structural integrity before hitting the chill-roll.
Immediate thermal quenching occurs on a large-diameter cast chill-roll assembly featuring internal multi-zone spiral cooling channels. This specialized design ensures rapid heat extraction across the entire face of the roll, locking the polymer chains into an amorphous configuration that yields exceptional optical clarity and mechanical toughness. Continuous gauge consistency is governed by a non-contacting online thickness sensor that communicates with the central PLC network to adjust the thermal die bolts in real time, keeping overall thickness tolerances below a strict limit of ±2 microns.
Automated Winding Systems and Scalable Solutions
The final step of the multi-layer film production cycle relies heavily on winding automation to preserve the structural properties achieved during extrusion. High-speed, fully automatic stretch film machines use sophisticated dual-station turret winders governed by closed-loop center-surface tension controls. This setup prevents air entrapment and excessive roll compaction, ensuring finished rolls do not weld themselves together or deform during storage.
These full-scale automation lines feature high-speed robotic core loaders, contact-free web slicing blades, and automated roll ejectors that allow continuous manufacturing at line speeds exceeding 250 meters per minute. For operations focused on custom product batches, a semi-automatic stretch film machine offers an adaptable alternative. This setup utilizes precise touchscreen recipe interfaces alongside manual core handling, ensuring excellent gauge uniformity for specialized, lower-volume production runs.
By scaling hardware configurations across 2-layer, 3-layer, or 5-layer co-extrusion setups, plastic manufacturers can easily match specific market demands. A basic 2-layer layout provides an economical path for producing simple core wraps, while 3-layer machines serve as a reliable workhorse for standard commercial applications. Upgrading to a premium 5-layer system unlocks the ability to manufacture down-gauged, ultra-thin high-performance films that provide strong pallet containment forces at a lower cost per roll.
Enhancing Manufacturing Efficiency and Sustainability
Investing in high-performance multi-layer stretch film extrusion machines helps plastic manufacturers boost profitability while meeting modern sustainability goals. Precise control over each polymer layer allows factories to substitute expensive virgin materials in the core with up to 30% recycled post-consumer resins (PCR) or post-industrial regrind (PIR). The high-performance outer layers isolate these recycled materials, ensuring the final film maintains its premium appearance, excellent stretchability, and tear-resistant characteristics.
Additionally, modern extrusion lines feature high-efficiency infrared heating bands, energy-saving AC drive motors, and integrated heat-recovery systems that significantly reduce power consumption per ton of output. By combining lower raw material costs, minimal energy waste, and reduced scrap rates through automated trim recycling, these systems ensure rapid return on investment. Upgrading to advanced co-extrusion machinery gives plastic manufacturers a strong competitive edge, allowing them to deliver premium packaging solutions to the global logistics market.