Strukturelle und Technische Analyse der Mehrschicht-Stretchfolien Herstellung
2026-07-01
Globale Logistik- und Lagerbetriebe erfordern Hochleistungs-Verpackungsmaterialien, die den Folienverbrauch reduzieren und gleichzeitig die Ladungsstabilität maximieren. Der Aufschwung des E-Commerce und automatisierter Vertriebsnetze hat für Standard-Stretchfolien eine ernsthafte Herausforderung ausgelöst. Hochgeschwindigkeits-Orbitalwickelsysteme verursachen oft Risse und Brüche, wenn sie auf scharfe Palettenecken treffen, was zu kritischen Versandverzögerungen und Produktschäden führt.
Traditionelle einschichtige Blas- oder Gießfolien haben oft Schwierigkeiten, Dehnbarkeit mit Reißfestigkeit in Einklang zu bringen. Standard-Monoschicht-Extrusionsprofile entbehren der strukturellen Architektur, die erforderlich ist, um sowohl Durchstoßfestigkeit als auch Oberflächenklebrigkeit gleichzeitig zu liefern. Eine Erhöhung der Foliendicke zur Vermeidung von Rissen erhöht unbeabsichtigt das Materialgewicht, die Versandmasse und die Kosten für den Kunststoffverbrauch. Diese physikalische Einschränkung schafft einen dringenden industriellen Bedarf an Ausrüstung, die die Polymerplatzierung auf molekularer Ebene manipuliert.
Die Mehrschicht-Coextrusionstechnologie – speziell entwickelt mittels 2-schichtiger, 3-schichtiger und 5-schichtiger Stretchfolienmaschinen – bietet eine präzise technische Lösung für diese Leistungslücken, indem sie Folienstrukturen auf mikroskopischer Ebene optimiert.
Die Kernbeschränkungen der traditionellen Monoschicht-Extrusion
Herkömmliche Einschicht-Stretchfolienmaschinen stellen für moderne Kunststoffhersteller ernsthafte technische Engpässe dar. Der Hauptnachteil ergibt sich aus der Unfähigkeit eines einzelnen Extruderaufbaus, diskrete Leistungsfunktionen über den Querschnitt der Folie zu isolieren. Um eine ordnungsgemäße Stretch-Haftung zu erreichen, müssen teure flüssige Polyisobutylen-Tackifier direkt in das Bulk-Schmelzeharz gegeben werden. Diese grobe Methodik löst massive Rollenabwicklungsreibung, intensiven Lärm und schnellen Materialabbau im Maschinenzylinder aus.
Darüber hinaus leiden traditionelle Crosshead-Düsenverteiler unter nicht optimierten Polymerverweilzeiten und internen Totzonen. Bei der Verarbeitung hochviskoelastischer Materialien beginnen stagnierende Polymertaschen thermisch zu zerfallen und scheiden schwere Kohlenstoffablagerungen direkt in den Schmelzefluss ab. Diese Kohlenstoffverunreinigungen erzeugen hohe Konzentrationen von Oberflächen-Gel-Flecken und optischen Kristallfehlern. Diese Unvollkommenheiten wirken als kritische Bruchfortpflanzungsknoten, die dazu führen, dass die Stretchfolie unter hoher Spannung versagt.
Inkonsistente Schmelzeorientierung und schlechtes Wärmemanagement plagen auch veraltete Kühlbaugruppen. Traditionelle Niedriggeschwindigkeits-Kühlwalzen übertragen die Wärmeenergie nicht schnell genug von der Schmelzematrix, was ein übermäßiges Wachstum großer Sphärolithkristalle fördert. Diese vergrößerte Kornstruktur ergibt spröde Folien, denen das elastische Gedächtnis fehlt, die eine schlechte Lichtdurchlässigkeit aufweisen und während der Vorstreckanwendung unter Mikrorissen leiden.
Fortschrittliche Coextrusionsarchitektur und Mikroschichtdynamik
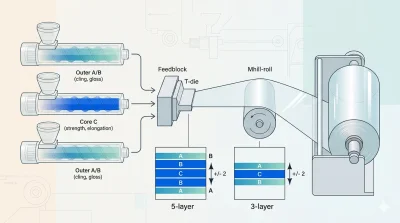
Moderne 5-schichtige Stretchfolienmaschinen überwinden diese strukturellen Einschränkungen, indem sie verschiedene Materialeingänge in unabhängige Schmelzeströme trennen. Eine synchronisierte Mehrfachextruder-Konfiguration führt lineares Polyethylen niedriger Dichte (LLDPE), Metallocen-LLDPE (mLLDPE) und spezialisierte Masterbatches in einen hochpräzisen Coextrusions-Feedblock ein. Dieses System ordnet die geschmolzenen Polymere in optimierte ABCBA- oder ABCDE-Strukturmatrizen an, um eine funktionsübergreifende mechanische Synergie zu erzielen.
Die äußeren Grenzen sind so konstruiert, dass sie taktile Eigenschaften isolieren, wobei eine Seite ein hochglänzendes Haftungsverhalten bietet und die gegenüberliegende Grenze ein glattes Oberflächengleitprofil aufweist, um ein Verkleben benachbarter Paletten zu verhindern. Die inneren Kernschichten verwenden ein hochdichtes, mit Metallocen katalysiertes Harzdesign, das ausschließlich für ultimative Zugfestigkeit und Durchstoßfestigkeit ausgelegt ist. Diese Trennung stellt sicher, dass die Migration klebriger Additive eingedämmt wird, wodurch verhindert wird, dass sich Maschinenwalzen über längere Produktionsläufe hinweg zusetzen.
Um einen gleichmäßigen rheologischen Fluss zu gewährleisten, werden die internen Kanäle des Coextrusions-Feedblocks mittels computeroptimierter R-Profil-Geometrien bearbeitet. Dieses präzise Design eliminiert den inneren Scherwiderstand und bewahrt laminare Fließgrenzen, wo die unterschiedlichen Polymerschmelzen zusammenlaufen. Infolgedessen widersteht die mehrschichtige Folie einer Delamination unter starker Belastung und hält intakte Materialgrenzen aufrecht, selbst wenn sie über 350 % ihrer ursprünglichen Länge gedehnt wird.
Hochpräzise Hardware und automatische Dickenkontrolle
Die Umwandlung des coextrudierten Schmelzematerials in eine kommerzielle Stretchfolie erfordert extreme Präzision von der T-Düse und der Gießbaugruppe. Die Extrusionsdüse stützt sich auf massive, geschmiedete Legierungsstahlblöcke, die mit hochpolierten, verchromten Innenlippen ausgestattet sind, um den Oberflächenwiderstand auf absolut Null zu reduzieren. Die flexible Düsenlippe ist direkt mit einer automatisierten Anordnung von thermischen Ausdehnungsbolzen verbunden, um eine mikroeinstellbare Spaltjustierung über die gesamte Breite der Maschine zu ermöglichen.
Die Stabilisierung dieses komplexen Gießverfahrens erfordert hochpräzise Schmelzezahnradpumpen, die sich zwischen den Extruderzylindern und dem Düsenkopf befinden. Diese Verdrängerpumpen isolieren die Düse von jeglichen stromaufwärtigen Druckschwankungen, die durch ungleichmäßige Pelletzufuhr oder Viskositätsschwankungen des Rohmaterials verursacht werden. Durch die Aufrechterhaltung einer unnachgiebigen, pulsationsfreien volumetrischen Ausstoßleistung stellt die Maschine sicher, dass die Mikroschichten ihre ordnungsgemäße strukturelle Integrität behalten, bevor sie die Kühlwalze erreichen.
Das sofortige thermische Abschrecken erfolgt auf einer großvolumigen Gießkühlwalzenbaugruppe mit internen mehrzonigen Spiral-Kühlkanälen. Dieses spezialisierte Design gewährleistet eine schnelle Wärmeabfuhr über die gesamte Walzenfläche, wodurch die Polymerketten in eine amorphe Konfiguration eingeschlossen werden, die eine außergewöhnliche optische Klarheit und mechanische Zähigkeit ergibt. Die kontinuierliche Dickenkonstanz wird von einem berührungslosen Online-Dickensensor geregelt, der mit dem zentralen SPS-Netzwerk kommuniziert, um die thermischen Düsenbolzen in Echtzeit anzupassen, wodurch die Gesamtdickentoleranzen unter einer strengen Grenze von ±2 Mikrometern gehalten werden.
Automatische Wickelsysteme und skalierbare Lösungen
Der letzte Schritt des Mehrschichtfolien-Produktionszyklus stützt sich stark auf die Wickelautomatisierung, um die während der Extrusion erzielten Struktureigenschaften zu bewahren. Hochgeschwindigkeits-Vollautomatische Stretchfolienmaschinen verwenden anspruchsvolle Doppelstationen-Kreuzwickler, die durch geschlossene Regelkreise für Zentrum-Oberflächen-Spannung gesteuert werden. Dieser Aufbau verhindert Lufteinschlüsse und übermäßige Rollenverdichtung und stellt sicher, dass die fertigen Rollen während der Lagerung nicht miteinander verschweißen oder sich verformen.
Diese vollautomatischen Produktionslinien verfügen über Hochgeschwindigkeits-Roboter-Kernlader, berührungslose Bahnschnittklingen und automatische Rollenauswerfer, die eine kontinuierliche Fertigung bei Linien Geschwindigkeiten von über 250 Metern pro Minute ermöglichen. Für Betriebe, die auf kundenspezifische Produktchargen ausgerichtet sind, bietet eine Halbautomatische Stretchfolienmaschine eine anpassungsfähige Alternative. Dieser Aufbau nutzt präzise Touchscreen-Rezeptschnittstellen zusammen mit manueller Kernhandhabung und gewährleistet eine ausgezeichnete Dicken Gleichmäßigkeit für spezialisierte Produktionsläufe mit geringerem Volumen.
Durch die Skalierung der Hardwarekonfigurationen über 2-schichtige, 3-schichtige oder 5-schichtige Coextrusionsaufbauten können Kunststoffhersteller leicht spezifische Marktanforderungen erfüllen. Ein einfacher 2-schichtiger Aufbau bietet einen wirtschaftlichen Weg zur Herstellung einfacher Kernwickel, während 3-schichtige Maschinen als zuverlässiges Arbeitstier für standardmäßige kommerzielle Anwendungen dienen. Die Aufrüstung auf ein Premium-5-schichtiges System ermöglicht die Herstellung von dünneren, ultradünnen Hochleistungsfolien, die starke Palettenrückhaltekräfte zu geringeren Kosten pro Rolle bieten.
Steigerung der Fertigungseffizienz und Nachhaltigkeit
Die Investition in Hochleistungs-Mehrschicht-Stretchfolien-Extrusionsmaschinen hilft Kunststoffherstellern, die Rentabilität zu steigern und gleichzeitig moderne Nachhaltigkeitsziele zu erreichen. Die präzise Kontrolle über jede Polymerschicht ermöglicht es Fabriken, teure Neuware im Kern durch bis zu 30 % recycelte Post-Consumer-Harze (PCR) oder Post-Industrial-Regrind (PIR) zu ersetzen. Die leistungsstarken Außenschichten isolieren diese recycelten Materialien und stellen sicher, dass die endgültige Folie ihr Premium-Aussehen, ihre ausgezeichnete Dehnbarkeit und ihre reißfesten Eigenschaften beibehält.
Darüber hinaus verfügen moderne Extrusionslinien über hocheffiziente Infrarot-Heizbänder, energiesparende AC-Antriebsmotoren und integrierte Wärmerückgewinnungssysteme, die den Stromverbrauch pro Tonne Ausstoß erheblich reduzieren. Durch die Kombination niedrigerer Rohstoffkosten, minimaler Energieverschwendung und reduzierter Ausschussraten mittels automatischem Beschnittrecycling gewährleisten diese Systeme eine schnelle Kapitalrendite. Die Aufrüstung auf fortschrittliche Coextrusionsmaschinen verschafft Kunststoffherstellern einen starken Wettbewerbsvorteil und ermöglicht es ihnen, Premium-Verpackungslösungen für den globalen Logistikmarkt zu liefern.