Структурный и Технический Анализ Многослойного Оборудования для Изготовления Стрейч-пленки
2026-07-01
Глобальные логистические и складские операции требуют высокопроизводительных упаковочных материалов, которые снижают расход пленки, одновременно максимизируя стабильность груза. Рост электронной коммерции и автоматизированных распределительных сетей создал серьезную проблему для стандартных стрейч-пленок. Высокоскоростные орбитальные обмоточные системы часто вызывают разрывы и трещины при контакте с острыми углами поддонов, что приводит к критическим задержкам отгрузки и повреждению продукции.
Традиционные однослойные выдувные или литые пленки часто не могут сбалансировать растяжимость и устойчивость к разрыву. Стандартные однослойные экструзионные профили лишены структурной архитектуры, необходимой для одновременного обеспечения прочности на прокол и поверхностной липкости. Увеличение толщины пленки для предотвращения разрывов непреднамеренно увеличивает вес материала, массу отгрузки и затраты на потребление пластика. Это физическое ограничение создает острую промышленную потребность в оборудовании, которое манипулирует размещением полимеров на молекулярном уровне.
Технология многослойной соэкструзии, специально реализованная в Машина для производства двухслойной стрейч-пленки, Машина для производства трехслойной стрейч-пленки и Машина для производства пятислойной стрейч-пленки, обеспечивает точное техническое решение этих эксплуатационных пробелов за счет оптимизации структуры пленки на микроскопическом уровне.
Основные ограничения традиционной однослойной экструзии
Традиционное оборудование для производства однослойной стрейч-пленки создает серьезные технические узкие места для современных производителей пластмасс. Основной недостаток проистекает из неспособности одноэкструдерной установки изолировать отдельные функциональные свойства по поперечному сечению пленки. Для достижения надлежащей липкости при растяжении требуется добавление дорогостоящих жидких полиизобутиленовых tackификаторов непосредственно в общий расплав полимера. Этот грубый метод вызывает огромное трение при размотке рулона, интенсивный шум и быструю деградацию материала внутри цилиндра машины.
Кроме того, традиционные коллекторы крестообразных головок страдают от неоптимизированного времени пребывания полимера и внутренних застойных зон. При переработке высоковязкоупругих материалов застойные карманы полимера начинают термически разлагаться, выделяя тяжелые углеродистые отложения непосредственно в поток расплава. Эти углеродные загрязнители создают высокие концентрации поверхностных гелевых точек и оптических кристаллических дефектов. Эти несовершенства действуют как критические узлы распространения трещин, вызывая разрушение стрейч-пленки под высоким натяжением.
Непостоянная ориентация расплава и плохое управление температурой также преследуют устаревшие охлаждающие узлы. Традиционные низкоскоростные охлаждающие валы недостаточно быстро передают тепловую энергию от сетки расплавленного материала, способствуя чрезмерному росту крупных сферолитовых кристаллов. Эта укрупненная зернистая структура приводит к получению хрупких пленок, лишенных упругой памяти, обладающих плохой светопропускаемостью и страдающих от микроразрывов при предварительном растяжении.
Передовая архитектура соэкструзии и динамика микрослоев
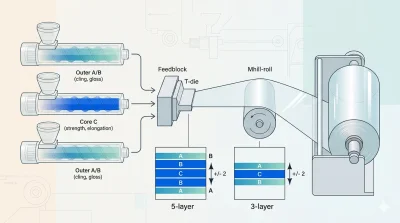
Современные Машина для производства пятислойной стрейч-пленки преодолевают эти структурные ограничения, разделяя различные входные материалы на независимые потоки расплава. Синхронизированная многокомпонентная экструзионная конфигурация вводит линейный полиэтилен низкой плотности (ЛПЭНП), металлоценовый ЛПЭНП (мЛПЭНП) и специализированные маточные смеси в высокоточный соэкструзионный фидблок. Эта система организует расплавленные полимеры в оптимизированные структурные матрицы ABCBA или ABCDE для достижения кросс-функционального механического синергизма.
Наружные слои спроектированы для изоляции тактильных свойств: одна сторона обеспечивает высокоглянцевую липкость, а противоположная граница демонстрирует гладкий профиль скольжения поверхности, предотвращая слипание соседних поддонов. Внутренние основные слои используют высокоплотную металлоцен-катализированную компоновку смолы, предназначенную исключительно для обеспечения предельной прочности на разрыв и устойчивости к проколу. Такое разделение гарантирует, что миграция липких добавок сдерживается, предотвращая забивание валиков машины в течение длительных производственных циклов.
Для обеспечения однородного реологического течения внутренние каналы соэкструзионного фидблока обрабатываются с использованием компьютерно-оптимизированных R-образных геометрий. Эта точная конструкция устраняет внутреннее сопротивление сдвигу и поддерживает ламинарные границы потока в месте схождения различных полимерных расплавов. В результате многослойная пленка противостоит расслаиванию при сильном напряжении, сохраняя неповрежденные границы материала даже при растяжении более чем на 350% от исходной длины.
Высокоточное оборудование и автоматический контроль толщины
Преобразование расплавленного соэкструдированного материала в стрейч-пленку коммерческого качества требует экстремальной точности от Т-матрицы для машины производства стрейч-пленки и литьевого узла. Экструзионная головка опирается на тяжелые блоки из кованой легированной стали, оснащенные суперполированными хромированными внутренними губками для снижения поверхностного трения до абсолютного нуля. Гибкая губка головки напрямую взаимодействует с автоматизированным набором термических расширительных болтов, обеспечивая микрорегулируемую настройку зазора по всей ширине машины.
Стабилизация этого сложного процесса литья требует высокоточных расплавных шестеренчатых насосов, расположенных между цилиндрами экструдера и головкой. Эти насосы объемного вытеснения изолируют головку от любых колебаний давления в верхнем потоке, вызванных неравномерной подачей гранул или изменениями вязкости сырья. Поддерживая неизменный, безпульсационный объемный выход, машина гарантирует, что микрослои сохранят надлежащую структурную целостность до попадания на охлаждающий вал.
Немедленное термическое закаливание происходит на крупногабаритном литьевом охлаждающем валковом узле, оснащенном внутренними многозонными спиральными каналами охлаждения. Такая специализированная конструкция обеспечивает быстрый отвод тепла по всей поверхности валка, фиксируя полимерные цепи в аморфной конфигурации, что обеспечивает исключительную оптическую прозрачность и механическую прочность. Постоянство толщины контролируется бесконтактным онлайн-датчиком толщины, который взаимодействует с центральной сетью ПЛК для регулировки термических болтов головки в реальном времени, поддерживая общие допуски по толщине в строгих пределах ±2 микрон.
Автоматизированные намоточные системы и масштабируемые решения
Заключительный этап цикла производства многослойной пленки в значительной степени зависит от автоматизации намотки для сохранения структурных свойств, достигнутых в процессе экструзии. Высокоскоростные Полностью Автоматический Станок для Производства Стрейч-пленки используют сложные двухпозиционные турельные намотчики, управляемые замкнутыми системами контроля натяжения с центральным и поверхностным приводом. Эта установка предотвращает захват воздуха и чрезмерное уплотнение рулона, гарантируя, что готовые рулоны не свариваются друг с другом и не деформируются при хранении.
Эти полностью автоматизированные линии включают высокоскоростные роботизированные загрузчики сердечников, бесконтактные лезвия для резки полотна и автоматические выталкиватели рулонов, обеспечивающие непрерывное производство со скоростью линии, превышающей 250 метров в минуту. Для операций, ориентированных на изготовление индивидуальных партий продукции, Полуавтоматический Станок для Производства Стрейч-пленки предлагает адаптируемую альтернативу. Эта установка использует точные сенсорные интерфейсы рецептур наряду с ручной обработкой сердечников, обеспечивая отличную однородность толщины для специализированных производственных циклов с малым объемом выпуска.
Масштабируя конфигурации оборудования по двухслойным, трехслойным или пятислойным соэкструзионным установкам, производители пластмасс могут легко соответствовать конкретным рыночным требованиям. Базовая двухслойная компоновка обеспечивает экономичный путь для производства простых основных оберток, в то время как трехслойные машины служат надежной рабочей лошадкой для стандартных коммерческих применений. Переход на премиальную пятислойную систему открывает возможность производства облегченных, сверхтонких высокопроизводительных пленок, которые обеспечивают сильное удерживающее усилие поддона при более низкой стоимости рулона.
Повышение эффективности производства и устойчивости
Инвестиции в высокопроизводительные многослойные экструзионные машины для стрейч-пленки помогают производителям пластмасс повысить рентабельность, одновременно достигая современных целей устойчивого развития. Точный контроль над каждым полимерным слоем позволяет заводам заменять дорогостоящие первичные материалы в сердечнике на до 30% вторичного полимера после потребительского использования (ПСП) или вторичного промышленного измельченного материала (ВПИМ). Высокопроизводительные внешние слои изолируют эти переработанные материалы, гарантируя, что конечная пленка сохраняет премиальный внешний вид, отличную растяжимость и устойчивость к разрыву.
Кроме того, современные экструзионные линии оснащены высокоэффективными инфракрасными нагревательными поясами, энергосберегающими двигателями переменного тока и интегрированными системами рекуперации тепла, которые значительно снижают потребление энергии на тонну выпускаемой продукции. Сочетая более низкие затраты на сырье, минимальные потери энергии и снижение процента брака за счет автоматической переработки обрезков, эти системы обеспечивают быстрый возврат инвестиций. Переход на современное соэкструзионное оборудование дает производителям пластмасс сильное конкурентное преимущество, позволяя им поставлять премиальные упаковочные решения на мировой логистический рынок.