How Leading Chinese Factories Do Quality Control for a Stretch Film Extrusion Machine
2026-07-01
Modern high-speed packaging production places extremely demanding requirements on stretch film extrusion machines, especially as global manufacturers push for higher output, thinner film structures, and more consistent mechanical performance. In today’s competitive market, even minor instability in extrusion can lead to significant material waste, downgraded film quality, or downstream packaging failure.
The core quality control objectives in advanced stretch film systems focus on eliminating cross-web thickness variation (gauge variance), minimizing thermal drift during long-term operation, and ensuring uniform melt distribution in multi-layer co-extrusion structures. These issues directly determine the stability of 2-layer, 3-layer, and 5-layer cast or blown stretch film lines.
Leading Chinese manufacturers have developed a rigorous pre-delivery validation system based on multi-stage engineering verification. This ensures that every machine—from semi-automatic models to fully automated high-speed systems—meets international performance standards in real production environments.
Limitations of Conventional Stretch Film Extrusion Machines
Traditional extrusion systems used in many production environments often suffer from fundamental mechanical and process control limitations. These weaknesses directly affect film consistency, machine uptime, and overall production efficiency.
One of the most critical issues is insufficient machining precision in key components such as screw metering sections and die head flow channels. Poor surface finish or dimensional instability in these parts creates unstable melt pressure behavior, which results in visible gauge banding across the film surface. This is especially problematic in multi-layer systems where even minor deviations are amplified through the feedblock.
In 2-layer, 3-layer, and 5-layer co-extrusion systems, uneven flow distribution inside the feedblock leads to inaccurate layer ratios and weak interlayer bonding. As a result, the final stretch film may exhibit inconsistent tensile properties and reduced puncture resistance.
Another major limitation is poor thermal stability during continuous operation. Inadequate temperature control causes polymer viscosity fluctuations, leading to thermal degradation of materials. Over time, this results in die lip build-up, unstable extrusion pressure, and frequent film breakage during production.
Finally, many conventional factories rely heavily on manual sampling inspection instead of full-width quantitative testing. This approach fails to detect subtle variations across the entire film width, often leading to customer complaints after machine delivery and unstable performance in real production lines.
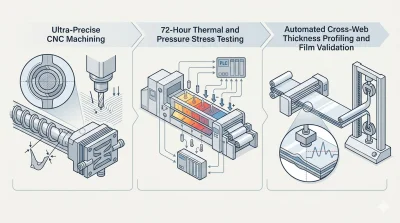
Precision CNC Machining for Extrusion Screws and T-die Unit
To overcome these challenges, leading manufacturers of stretch film extrusion machines focus on ultra-precision engineering at the component level before system assembly even begins.
In the first stage of quality control, all critical parts—including screw elements, metering zones, and T-die flow channels—are manufactured using high-precision CNC machining systems. Dimensional tolerances are controlled within ±0.005 mm, ensuring extremely stable melt pressure behavior and eliminating unnecessary flow fluctuations during extrusion.
For multi-layer production systems, the feedblock and distribution channels undergo strict hydrostatic flow balancing tests. This process ensures that polymer melt is evenly distributed across all layers, maintaining stable interlayer adhesion and precise layer thickness ratios in 3-layer and 5-layer film structures.
In addition, modern machines integrate advanced thermal management systems with multiple independent heating zones and high-density pressure monitoring points. A typical high-performance system may include more than twenty heating zones and several melt pressure sensors distributed across the extrusion path. This allows continuous monitoring and real-time stabilization of the polymer state throughout production.
System-Level Validation: 72-Hour Continuous Stress Testing
After precision component assembly, the entire system enters a second stage of quality validation focused on real-world operating conditions.
Each Stretch Film Extrusion Machine is required to undergo continuous 72-hour full-load operation before shipment. This test simulates industrial production conditions, including maximum output speed, elevated temperature cycles, and sustained pressure load.
During this process, PLC-based intelligent control systems continuously monitor temperature and pressure stability. If deviations exceed tightly defined thresholds—such as temperature fluctuations beyond ±1°C or pressure variation beyond ±0.2 bar—the system automatically adjusts heating parameters and screw speed in real time.
This closed-loop control mechanism ensures that thermal stability remains within a very narrow operational band, significantly reducing the risk of thermal drift and maintaining consistent extrusion quality even under prolonged high-load conditions.
By the end of this stage, each machine must demonstrate stable operation without film breakage, pressure instability, or layer imbalance, confirming its readiness for industrial deployment.

Final Verification: Thickness Scanning and Film Performance Validation
The third stage of quality control focuses on validating the final output film itself rather than only the machine performance.
Advanced beta-ray thickness measurement systems are used to perform full-width, real-time scanning of the produced master roll. This allows engineers to detect even micro-level variations in film thickness across the entire extrusion width.
For high-performance systems with a 2000 mm film width, the target tolerance is maintained within ±0.5 microns, while cross-web variation is controlled below 2.5%. These parameters ensure that the final stretch film maintains uniform mechanical strength and consistent stretchability across the entire roll.
In addition to dimensional verification, all samples undergo standardized mechanical testing based on ASTM D882 methodology. This includes tensile strength, elongation at break, and puncture resistance analysis.
The most advanced systems feature a fully closed-loop feedback mechanism where scanning data is directly transmitted back to the PLC system. The machine then dynamically adjusts air ring configuration, die gap balance, and winding tension in real time. This ensures that thickness deviations are corrected during production rather than after inspection.
Conclusion
The quality control system implemented by leading Chinese manufacturers of stretch film extrusion machines represents a fully integrated engineering framework combining precision machining, long-cycle stress testing, and real-time intelligent feedback control.
From micron-level component accuracy (±0.005 mm) to 72-hour full-load endurance testing and ASTM-compliant film validation, every stage is designed to eliminate instability before the machine reaches the customer.
This multi-layer quality assurance approach delivers significant advantages to end users, including reduced film breakage rates, improved stretch ratios, and consistently high mechanical performance of the final stretch film products. As global demand for high-efficiency packaging continues to grow, such advanced quality control systems are becoming a defining standard in modern extrusion manufacturing.