Stretch Film Losing Cling? Troubleshooting Guide for Extrusion Machines
2026-05-28
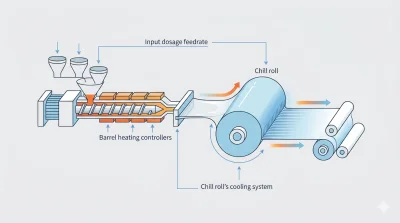
Poor self-cling in stretch film compromises load integrity and disrupts automated packaging lines. When a stretch film extrusion machine produces film with inadequate surface adhesion, the root cause typically stems from an imbalance between raw material formulation and thermal processing parameters.
Primary Factors Affecting Stretch Film Cling
Achieving optimal tack depends on three interrelated manufacturing variables:
- Tackifier Dosage: Precise metering of Polyisobutylene (PIB) or ultra-low-density polyethylene (ULDPE) plastomers.
- Thermal Management: Preventing thermal degradation of functional additives in the extruder barrel.
- Cooling Dynamics: Controlling crystallization rates on the chill roll to allow proper tackifier migration (blooming).
Troubleshooting Guide by Machine Configuration
1. 2-Layer Stretch Film Machine Optimization
In a standard 2-layer stretch film machine, maintaining a precise barrel temperature profile is critical.
- Melt Temperature Control: Keep melt temperatures strictly between 180°C and 230°C. Excessive heat triggers thermal breakdown of the PIB tackifier, causing a permanent loss of self-adhesion.
- Additive Dispersion: Avoid increasing throughput to compensate for low tackifier ratios. Utilize gravimetric feeding systems to ensure uniform additive distribution across the co-extrusion layers.
2. 3-Layer Stretch Film Machine Calibration
A 3-layer stretch film machine offers enhanced layer distribution but requires stringent control over cooling rates.
- Chill-Roll Regulation: If the extruded melt exits the die gap and contacts the chill roll at temperatures exceeding 60°C, the tackifier migrates unevenly. Stabilize the cooling water temperature within ±1°C to ensure a uniform quench.
- Surface Energy: Regularly verify the corona discharge levels. Correct surface treatment on the 3-layer configuration optimizes surface energy, ensuring consistent cling without causing film blocking during unwinding.
3. 5-Layer Stretch Film Machine Tuning
The advanced 5-layer stretch film machine is highly sensitive to polymer shear heating and micro-crystalline formation.
- Shear Stress Mitigation: Excessive screw speeds generate localized shear heat, degrading functional additives before they reach the feedblock. Reduce screw RPM by 5–10% or utilize optimized barrier screw designs to lower melt shear.
- Crystallization Control: Maintain the cooling drum surface temperature below 45°C. Rapid quenching prevents a dense micro-crystalline surface layer from forming, which otherwise blocks the tackifier from blooming to the outer layer.
Technical Solutions for Consistent Film Cling
To ensure consistent cling performance and prevent film breakage during high-speed applications, extrusion lines must implement systematic monitoring:
| Problem Component | Technical Root Cause | Process Optimization Solution |
|---|---|---|
| Extruder Barrel | Thermal additive degradation | Calibrate closed-loop barrel cooling zones |
| Chill Roll | Delayed crystallization / poor bloom | Drop drum temperature below 45°C–50°C |
| Die & Feedblock | Uneven layer ratio | Adjust co-extrusion multipliers via gravimetric control Implementing real-time thermal monitoring and closed-loop cooling feedback loops within the extrusion process transitions film manufacturing from reactive troubleshooting to proactive quality control. This engineering approach guarantees high-performance stretch wrap that maintains superior load-holding force. |