在纏繞膜生產線的實際運作中,透明度不僅是外觀指標,更直接關聯到終端客戶對產品品質的信賴度。許多採購商在驗收薄膜時,常因肉眼可見的晶點(gels)或厚度波動而退貨,這些缺陷的根源往往在於擠出過程中塑化不完全與混合不均。傳統低長徑比螺桿(如24:1–28:1)因停留時間不足,熔體無法充分均質化,導致高分子鏈段未能完全解纏,產生局部結晶區,進而形成光散射點,使薄膜呈現霧狀或模糊感,嚴重影響包裝視覺效果與後續印刷、複合工序的良率。
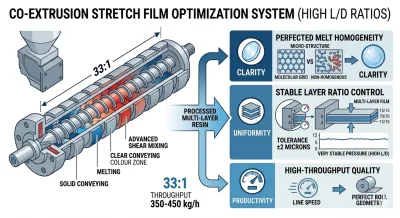
這項問題的核心解決方案在於提升螺桿的長徑比(L/D Ratio)至30:1至33:1的工業優化區間。更大的長徑比代表螺桿工作段更長,熔體在機筒內的受熱路徑與滯留時間隨之增加。從物理機制來看,較長螺桿提供了更多的「壓縮-釋壓-剪切」循環次數,促使結晶性高分子(如LLDPE、mLLDPE)在熔融區內獲得充分熱傳導與機械剪切,徹底破壞晶核結構,使分子鏈排列趨於均一。同時,長徑比增加使得混煉元件(如捏合塊與齒輪分散段)的布置更具彈性,可針對不同樹脂配方調節剪切強度,精準控制熔體黏度,從根本上消除未熔顆粒與凝膠點的生成。
實際應用收益極為顯著。以全自動纏繞膜機在電子行業的包裝為例,當螺桿長徑比由28:1升級至32:1後,薄膜霧度(Haze)值從8%降至3%以下,透光率提升至92%以上,達到光學級保護膜標準。在農業青貯纏繞膜領域,高透明度配合均勻厚度能防止紫外線過度穿透導致的飼料變質,同時節省原料用量達5%-8%,直接提高農場的每畝投資回報。針對五層纏繞膜機在印刷行業的應用,長徑比提升使各層(如粘合層、表層、芯層)之間的界面熔合更完美,避免分層與印刷白斑,使印刷機的套印精度穩定在±0.1mm以內,大幅降低報廢率。半自動機台用於工業原料包裝時,高長徑比設計使換料與配色時的過渡料減少,開機廢料降低15%,對於年產量3000噸以上的中小型工廠,每年可節省塑料成本約新台幣120萬元。
行業前瞻方面,隨著全球對包裝薄膜減薄與高透視度的雙重需求持續攀升,採用高長徑比螺桿已從「選配」逐漸轉變為「標配」。國際一線設備商正導入33:1甚至35:1的極限長徑比設計,結合伺服驅動與在線黏度回饋系統,實現對熔體質量的即時動態補償。對於正在規劃新產線或升級舊機的採購商而言,選擇具備30:1以上長徑比能力的2層、3層或5層纏繞膜機,等同於為未來五年的市場競爭買下一張「品質護照」——這不僅是技術參數的簡單堆疊,而是從源頭確保薄膜透明度、厚度均勻性與生產穩定性,最終轉化為品牌溢價與客戶忠誠度的硬實力。