解決拉伸膜機設備生產中的晶點與「魚眼」問題
2026-05-08
對於長期供應歐美高端市場的拉伸膜製造商而言,薄膜表面出現的晶點與魚眼缺陷,始終是影響產品分級與客戶滿意度的核心痛點。這些直徑從數十微米到數毫米不等的透明或白色硬點,本質上是高分子材料在擠出過程中因局部過熱導致的降解產物、未完全塑化的樹脂顆粒,或是來自回收料與添加劑中的雜質凝聚。一旦缺陷分佈密度超標,薄膜的拉伸倍率可能驟降30%以上,且在高速纏繞過程中極易引發斷膜,直接造成下游自動化包裝線的停機損失。
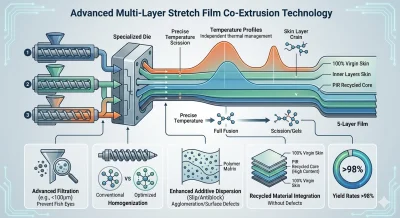
針對此一製程瓶頸,新一代的多層共擠纏繞膜機體系——涵蓋2層、3層與5層配置——已從系統設計層面給出結構性解決方案。首先在料筒溫控方面,採用多段獨立PID調節的加熱區,配合流體力學模擬優化的螺桿幾何,確保從進料段到計量段的溫度梯度嚴格控制在±1.5°C誤差範圍內。這種精準溫控有效避免了樹脂因局部滯留時間過長而發生熱降解,從根本上減少晶點的成核機率。
其次,過濾系統的升級是關鍵技術壁壘。入門級2層纏繞膜機配置精密的雙級不鏽鋼濾網組,網眼精度從150目逐步遞增至350目,可攔截大於30μm的未熔樹脂及雜質。而中高階的3層與5層機型則導入液壓驅動的自動換網裝置,在不停機狀態下完成濾網更換,且連續工作壓力波動低於2%。這不僅確保了長時間連續生產時熔體純度的穩定性,更將換網造成的停機時間減少至零,顯著提升產能稼動率。
在材料配方層面,雖然高品質原料是基本前提,但多層機器的結構設計提供了更高的工藝容錯率。例如5層纏繞膜機的對稱或非對稱分層結構,允許將較低等級的回收料置於中間芯層,同時由外層的優質原生料包裹隔離。這種分層隔離效應搭配各層獨立溫度與壓力調控,使得即使芯層流道存在微量未熔物,也因外層熔體的剪切力與均質作用而被拉薄或分散,最終在薄膜中難以形成肉眼可見的魚眼缺陷。
對採購決策者而言,選擇投資2層、3層或5層機型應基於終端應用場景的缺陷容忍度。以5層機為例,其配備的多點熔體溫度感測器與壓力感測陣列,可即時回饋各層流道狀態至PLC控制系統,一旦偵測到異常溫度峰值或壓力波動,系統會在0.2秒內自動微調螺桿轉速或冷卻風量,將晶點生成率壓制在傳統設備的十分之一以下。這種智能閉環控制不僅保障了薄膜光學透明度與拉伸性能的一致性,更為B2B買家在競標高端零售包裝訂單時,提供了最具說服力的品質背書。
最終,透過優化料筒溫度以防止過熱、定期更換過濾網並採用純度達99.8%以上的線性低密度聚乙烯(LLDPE)及茂金屬催化樹脂,可將晶點與魚眼缺陷密度從行業常見的每平米15-20顆降低至5顆以下。這項技術升級將直接轉化為採購方的產品溢價能力、客戶退貨率下降以及生產線綜合效率(OEE)的實質提升,是任何聚焦長期競爭力的拉伸膜企業不可忽視的設備投資方向。