在全球薄膜生產競爭日益激烈的B2B工業環境中,薄膜厚度的均勻性直接關乎產品的品質等級與材料利用率。許多採購商長期面臨模具間隙不穩定、人工調校耗時費力,且因熱脹冷縮導致的批次誤差,造成廢料率居高不下。傳統機械式調節已無法滿足高速、多層共擠生產線對微米級精度的要求。而自動模頭中熱膨脹螺栓的引進,正是解決這一核心痛點的技術革命。
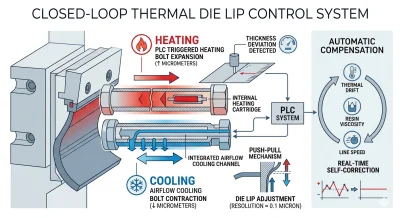
熱膨脹螺栓的核心原理,在於利用受控加熱產生的精確縱向伸長來調節模唇間隙。螺栓內部整合了高靈敏度加熱器與循環冷卻系統,透過PID閉環控制,能根據即時厚度感測器回饋的數據,動態調整螺栓的伸縮量。當檢測到薄膜局部過厚時,系統會微幅加熱使螺栓縱向膨脹,局部縮小模唇開口;反之則降溫冷卻以擴大間隙。這一過程完全自動化,無需人員停機干預,且反應速度可達毫秒級,確保了從開機到滿產的全時段厚度均勻性。
此技術在實際應用中的收益非常具體。首先,它顯著提升了生產一致性,將厚度公差從傳統±5%縮小至±1%以內,使薄膜的力學性能(如拉伸強度、穿刺強度)分佈更均勻,滿足高端包裝與工業應用的嚴格標準。其次,材料利用率大幅提升——由於減少了過厚區域的多餘耗料以及過薄區域的廢品,平均可節省原料3%~8%,以年產千噸的生產線計算,這是一筆可觀的成本節省。此外,自動化調校技術還縮短了換單與啟動階段的調整時間,從傳統人工調校的30分鐘以上縮短至5分鐘內,直接提高了設備的有效運轉率(OEE)。
對於操作2層高速氣泡膜機、7層高速氣泡膜機、3-5層高速氣泡膜機等高速設備的企業,熱膨脹螺栓的低慣性回應特性尤為關鍵,因為高速運轉中溫度波動極易造成厚度偏離,而該系統能即時修正。對於2層纏繞膜機、3層纏繞膜機、5層纏繞膜機等拉伸膜生產線,均勻的厚度分佈能確保膜的貼合性與抗穿刺性,提升終端包裝的穩定性。即使是中低速設備(如2層中速、3-5層中速或低速氣泡膜機),熱膨脹螺栓同樣能改善人工調校的經驗依賴性,降低對高技能操作員的需求。
放眼行業前瞻,隨著多層共擠、功能性薄膜(如高阻隔、可回收薄膜)的市場需求持續增長,模具溫度控制的智能化將成為主流。熱膨脹螺栓技術正從單點調節向全幅陣列化、AI預測控制方向演進。未來,採購商在評估設備時,是否配備此類自動模頭調節系統,將成為判斷生產線能否實現低廢料、高靈活性的關鍵指標。選擇整合熱膨脹螺栓的薄膜生產線,不僅是購買一台機器,更是為企業在綠色製造與利潤最大化之間取得戰略平衡。