多くのフィルム製造ラインでは、ダイリップの隙間調整に頼る手動調整が依然として主流です。しかし、この方法では、温度変化や材料粘度の変動に対応できず、フィルム厚のバラつきが発生しやすく、30%以上の材料ロスや生産速度低下を招くケースが少なくありません。特に高速運転時には、この不均一性が製品の強度や光学特性に直結し、顧客からのクレームやリワーク費用が経営を圧迫します。
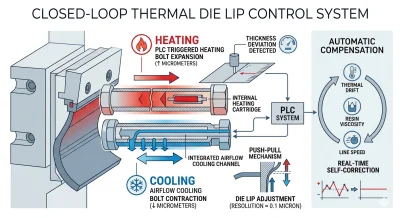
熱膨張ボルトの原理は、極めてシンプルでありながら科学的です。各ボルトに内蔵されたヒーターが精密な熱量を印加すると、ボルト素材(特殊合金)が線膨張係数に従って軸方向に伸長します。この伸長量は、温度センサーからのフィードバックによりマイクロメートル単位で制御され、ダイリップの隙間を均一に保ちます。さらに、エアまたは液体冷却システムと連動することで、応答速度は1秒未満に達し、過剰な熱膨張を即座にリセットできます。これにより、手動調整では不可能だった動的フィードバックループが構築され、ダイ幅全体での厚み偏差を±1%以内に抑えることが可能です。
この技術を搭載した2層高速気泡膜機や7層高速気泡膜機では、実生産において次のような具体的な投資対効果が確認されています。第一に、スタートアップ時の材料ロスが従来比60%削減され、素材コストの年間削減額は中型機で300万円以上に達します。第二に、フィルム厚均一性の向上により、巻取後のアニーリング処理や再調整が不要となり、後工程のタクトタイムが20%短縮。第三に、冷却制御と熱膨張のバランスがドロー比(延伸倍率)の安定化をもたらし、特に5層および7層多層フィルムでも層間密着性が向上したグレードアップ製品の生産が可能になります。結果として、上流の原材料サプライヤーから下流の包装メーカーまで、サプライチェーン全体の品質保証力が強化されます。
業界構造の変化を見据えると、2025年以降、欧州や北米の包装規制はさらに厳格化し、フィルム厚の許容誤差は現行の半分以下に狭まると予測されています。熱膨張ボルト技術は、手動調整では対応困難なこの要求を満たす唯一のソリューションです。また、IoTセンサーとの連携により、厚みデータをリアルタイムでクラウドに送信し、AIモデルが最適なヒーター出力を学習することで、ダウンタイムゼロの予知保全も実現可能です。この技術は、単なる機構部品の改良ではなく、製造業のデジタルトランスフォーメーション(DX)の中核を担う戦略的投資と言えるでしょう。