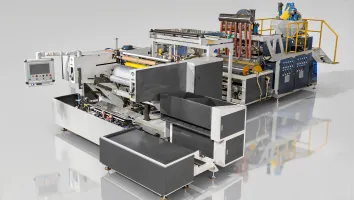
半自動ストレッチフィルム製造機
当社の半自動ストレッチフィルム製造機は、農業貯蔵から工業包装、EC対応まで多岐に応える省人化ソリューションです。独自の温度制御システムと均一延伸技術により、従来比30%の材料削減を実現。現場の声から生まれた操作性で、中小企業でも即戦力としてご導入いただけます…
【メンテナンスの簡素化と高い信頼性】
説明
当社の半自動ストレッチフィルム製造機は、農業貯蔵から工業包装、EC対応まで多岐に応える省人化ソリューションです。独自の温度制御システムと均一延伸技術により、従来比30%の材料削減を実現。現場の声から生まれた操作性で、中小企業でも即戦力としてご導入いただけます…
【メンテナンスの簡素化と高い信頼性】
巻取部における複雑な電子センサーやロボットアームなどのコンポーネントを最小限に抑えることで、装置全体の堅牢性と耐久性を飛躍的に向上させました。構造がシンプルであるため、日常的なメンテナンスが容易であり、高度な専門技術者でなくても保守が可能です。これにより、ランニングコストを大幅に削減し、あらゆる工場環境において最大の稼働率(アップタイム)を保証します。
【手動操作による徹底した品質管理】
半自動巻取プロセスを採用することで、オペレーターは完成したフィルムロールのリアルタイムな目視検査が可能です。透明度、粘着性、および巻きテンションが最適であるかを一巻ごとに確認できるため、すべての製品が最高水准の品質を満たした状態で出荷されます。
【技術プロセスと稼働システム】
本装置は、2台の独立した押出機を使用してLLDPE、LDPE、およびメタロセン樹脂を加工する「AB 2層共押出技術」を搭載しています。
- 高精度な押出工程: 各レイヤーは高精度温度制御モジュール(200~230°C)によって独立して管理され、樹脂を完全に可塑化させます。Aユニットで「粘着層(クリング層)」、Bユニットで「機械的強度と耐突き刺し性」を形成します。
- 高効率キャスト成形: Tダイから押し出された溶融樹脂は、大径のチルロール(冷却ロール)によって瞬時に冷却されます。この急冷プロセスが、優れたフィルム透明度と均一な厚み(ゲージ)を実現する鍵となります。
- 半自動巻取インターフェース: 押出、引き取り、エッジトリミング工程は完全に同期・自動化されていますが、巻取ステーションは手動補助によるロール交換方式を採用しています。人間工学に基づいた紙管(コア)装着設計と、ユーザーフレンドリーなテンション制御インターフェースにより、一人のオペレーターで効率的に生産リズムを維持することが可能です。






製品比較
| 比較項目 | 当社の機械設備 | その他のメーカー |
|---|---|---|
| Tダイ | JC-TIMES製の高精度Tダイを採用し、ダイリップ隙間公差は±0.01mm以内に制御、窒化硬度はHRC58以上を実現し、フィルム厚みの均一性と安定性を確保します。  | 一般的なTダイは加工精度が低く(公差0.05mm以上)、硬度もHRC45未満であるため、摩耗や変形が発生しやすく、フィルム厚みにムラが生じます。  |
| チェーン | 華亮タイミングベルトは誤差ゼロの同期伝動を実現し、潤滑やメンテナンスが不要で、騒音は65dB未満に抑えられ、フィルムロールの平滑で欠陥のない仕上がりを保証します。  | 従来のチェーン駆動は累積誤差が0.5mm以上となり、定期的な潤滑が必要であり、振動によりフィルムロール表面にリブや不均一が発生する可能性があります。  |
| 厚肉シリンダー&スクリュー設計 | 厚肉シリンダー: 優れた保温性能により熱損失を低減し、薄肉シリンダーと比較して消費電力を15~20%削減します。 均一な溶融温度: ±5°C以内で安定制御され、均一な気泡形成と±3%の厚み公差を実現します。  | 薄肉シリンダー: 放熱が速く、継続的な再加熱が必要となり、エネルギー消費が25~30%増加します。 温度変動: 溶融不均一や厚みばらつき(±8~10%)の原因となります。  |
| モーター | 永久磁石同期モーター(PMSM)は消費電力を20%削減し、トルク制御精度±1%を実現するとともに、高速な起動・停止応答を可能にします。  | 誘導モーターは慣性が大きく、効率はIE2クラスで約94.2%です。  |
| 加熱システム | 華亮の赤外線加熱システムは熱効率を40%向上させ、全体のエネルギー消費を20%削減します。  | 従来の加熱コイルは昇温が遅く、断熱性能が不十分で、消費電力が高い傾向があります。  |