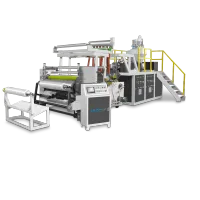
5層ストレッチフィルム製造機
当社の5層ストレッチフィルム製造機は、独自のマルチレイヤー共押出技術により、従来の3層製品を超えるバリア性能と機械的強度を実現。食品・物流・工業分野の包装課題を解決する次世代ソリューションです。高度な自動化システムにより…
五層ストレッチフィルム製造機は、高精度な共押出成形と安定した高効率生産を実現するために設計されています。従来の三層システムと比較して、五層構成により材料分配の精度が向上し、フィルム性能の改善が可能となります。
説明
当社の5層ストレッチフィルム製造機は、独自のマルチレイヤー共押出技術により、従来の3層製品を超えるバリア性能と機械的強度を実現。食品・物流・工業分野の包装課題を解決する次世代ソリューションです。高度な自動化システムにより…
五層ストレッチフィルム製造機は、高精度な共押出成形と安定した高効率生産を実現するために設計されています。従来の三層システムと比較して、五層構成により材料分配の精度が向上し、フィルム性能の改善が可能となります。
多層共押出構造は、各層における機能性材料の最適配分を実現します。これにより、耐穿刺性、荷重安定性、およびフィルムの均一性が向上すると同時に、原材料使用量の削減にも寄与します。本システムは、一般包装用フィルムから高強度産業用ストレッチフィルムまで、多様なフィルムの製造に対応し、安定した品質と機械的特性を提供します。
最適化されたスクリュー設計を採用した先進的な押出ユニットにより、溶融樹脂の安定した流動と高効率な可塑化を実現しています。さらに、多ゾーン温度制御システムとの組み合わせにより、加工条件を一定に保ち、フィルム構造の均一化と製品品質の安定化に貢献します。本装置は、LLDPEや再生材を含む多様な原料に対応し、配合の柔軟な調整が可能です。
統合型制御プラットフォームは、生産量、厚み変動、システム状態などのリアルタイム監視を可能にします。これにより、プロセス最適化や予知保全を支援し、稼働の安定性向上と突発的なダウンタイムの低減を実現します。
また、省エネルギー設計も本機の特長です。最適化された加熱および駆動システムにより、高い生産性能を維持しながらエネルギー消費を削減します。さらに、五層構造により、フィルム強度や延伸性能を損なうことなく再生材の活用が可能です。
総合的に、本システムは優れた透明性、高い引張強度、安定した伸び特性を備えたフィルムの安定生産を実現します。信頼性の高い性能、効率的な材料利用、高品質なストレッチフィルムを求める連続生産環境に最適です。






製品比較
| 比較項目 | 当社の機械設備 | その他のメーカー |
|---|---|---|
| Tダイ | JC-TIMES製の高精度Tダイを採用し、ダイリップ隙間公差は±0.01mm以内に制御、窒化硬度はHRC58以上を実現し、フィルム厚みの均一性と安定性を確保します。  | 一般的なTダイは加工精度が低く(公差0.05mm以上)、硬度もHRC45未満であるため、摩耗や変形が発生しやすく、フィルム厚みにムラが生じます。  |
| チェーン | 華亮タイミングベルトは誤差ゼロの同期伝動を実現し、潤滑やメンテナンスが不要で、騒音は65dB未満に抑えられ、フィルムロールの平滑で欠陥のない仕上がりを保証します。  | 従来のチェーン駆動は累積誤差が0.5mm以上となり、定期的な潤滑が必要であり、振動によりフィルムロール表面にリブや不均一が発生する可能性があります。  |
| 厚肉シリンダー&スクリュー設計 | 厚肉シリンダー: 優れた保温性能により熱損失を低減し、薄肉シリンダーと比較して消費電力を15~20%削減します。 均一な溶融温度: ±5°C以内で安定制御され、均一な気泡形成と±3%の厚み公差を実現します。  | 薄肉シリンダー: 放熱が速く、継続的な再加熱が必要となり、エネルギー消費が25~30%増加します。 温度変動: 溶融不均一や厚みばらつき(±8~10%)の原因となります。  |
| モーター | 永久磁石同期モーター(PMSM)は消費電力を20%削減し、トルク制御精度±1%を実現するとともに、高速な起動・停止応答を可能にします。  | 誘導モーターは慣性が大きく、効率はIE2クラスで約94.2%です。  |
| 加熱システム | 華亮の赤外線加熱システムは熱効率を40%向上させ、全体のエネルギー消費を20%削減します。  | 従来の加熱コイルは昇温が遅く、断熱性能が不十分で、消費電力が高い傾向があります。  |