技術百科事典
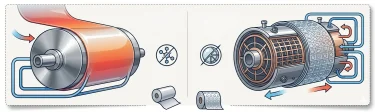
冷却システム完全ガイド:ストレッチフィルム押出機 vs 気泡シート押出機(キャスト式)
キャスト成形における冷却方式の核心を解説。ストレッチフィルム製造機は高精度チルロールで急冷、気泡フィルム機は真空成形シリンダーで気泡固化。7層高速気泡フィルム製造機から5層ストレッチフィルム機まで、各設備の冷却最適化が生産性と品質を決める。
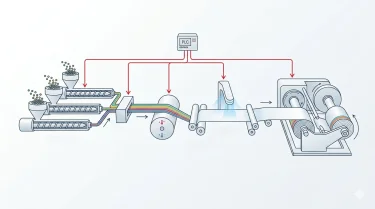
PLC制御システムがストレッチフィルム押出機および気泡シート押出機で果たす役割
PLC制御システムは、ストレッチフィルムおよび気泡フィルム製造機において、押出速度、温度、層厚をミクロン単位で精密制御する。自動調整により製品一貫性を向上させ、材料無駄を削減。リアルタイムフィードバックが生産効率を最大化し、ダウンタイムを最小化する。

Tダイがストレッチフィルム製造機と気泡シート押出成形機で果たす重要な役割
Tダイはストレッチフィルム機や高速気泡フィルム機において、厚み均一性と材料効率を決定づける核心技術です。本稿では、Tダイの流路設計、ダイリップギャップ精度、温度安定性が多層共押出成形…
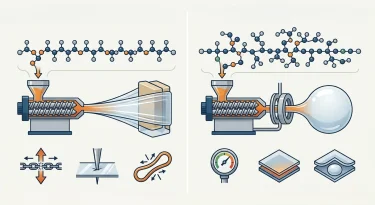
なぜ LDPE と LLDPE はストレッチフィルム製造機と気泡緩衝材製造機の主要原料として選ばれるのか
ストレッチフィルム製造機や気泡緩衝材製造機において、LDPEとLLDPEがなぜ主要原料として選ばれるのか。本記事では、分子構造から紐解く優れた引張強度、耐刺

ストレッチフィルム押出機: 樹脂圧力を一定に保つ方法
ストレッチフィルム製造において、樹脂圧力の変動はフィルム厚み不良や生産効率低下の主要因です。本技術資料では、5層・3層・2層ストレッチフィルム製造機におけるキャストフィルムダイと油圧式スクリーンチェンジャーの連携動作により…
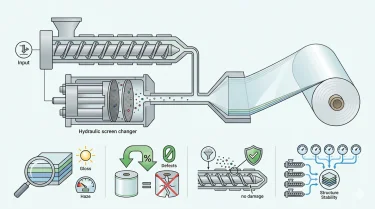
多層共押出ストレッチフィルム押出機における油圧スクリーンチェンジャー
多層共押出ストレッチフィルム製造において、油圧スクリーンチェンジャーは生産停止不要で異物除去を実現します。押出機スクリューとダイの間に設置され、高圧連続濾過により溶融流れを安定化。厚み均一性を維持しフィルム破断を防止することで、光学特性・機械特性に優れた高品質フィルムの製造を可能にします。本技術の詳細を解説。

気泡シート押出機での張力制御:重要な技術ポイント
気泡フィルム製造機において、自動張力制御は多層共押出と冷却ダイナミクスを調和させる中核技術です。高精度センサーが基材速度とウェブ張力を連続監視し、PLCクローズドループシステムが磁粉ブレーキやトルクモーターをリアルタイム調整。シワ…

PLC制御システムによる気泡シート押出機の穿孔ピッチ制御
気泡シート押出機において、PLC制御システムがサーボモーターとライン速度を同期させ、穿孔ピッチを高精度に制御。高速ロータリーエンコーダがフィルム変位をリアルタイム追跡し、ミシン目均一性を実現。生産効率と品質を同時に向上させる革新的ソリューション。

気泡シート押出機におけるオンラインミシン目ユニットとは?その機能とメリット
気泡シート押出機に搭載されるオンラインミシン目ユニットとは、連続ウェブに正確な引き裂き線を自動加工する回転金型システムです。2層高速機から7層高速機まで同期制御で、気泡構造を損なわず無駄を削減。本技術の機能と投資対効果を詳述します。

気泡シート押出機におけるLLDPEとLDPEのブレンド比率の最適化
2層低速から7層高速までの気泡フィルム製造機において、LLDPEとLDPEのブレンド比率を最適化することで耐突刺性と加工安定性を両立。重包装向け強度向上とバブル安定化を実現し、歩留まりと投資収益率を最大化する技術解説。

自動ダイ制御がストレッチフィルム製膜機の厚み均一性を確保する仕組み
ストレッチフィルム製造における厚みムラは、コスト増と品質トラブルの主要因です。自動ダイ制御(ADC)は、連続厚みセンサとヒートボルト駆動式押出ダイを統合したクローズドループシステムにより、ゲージ偏差を最小限に抑え、生産効率とフィルム強度を飛躍的に向上させます。…

インライン端面リサイクルがストレッチフィルム押出機の性能に与える影響
ストレッチフィルム製造において、インライン端面リサイクルは端材を直接押出工程に統合し、材料効率を劇的に向上させます。しかしリサイクル原料が溶融粘度や層均一性に与える影響を制御せねば、品質劣化を招きます。本稿では、全自動…
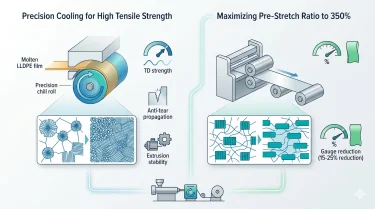
ストレッチフィルム押出機:高引張強度&最大延伸率
当社のストレッチフィルム押出機は、高効率冷却システムによりLLDPE結晶化度を精密制御。結晶ラメラと非晶質ネットワークの最適バランスで、優れた引張強度と最大350%の予備延伸率を達成。全自動・半自動・2層/3層/5層機に対応し、荷崩れ防止と材料コスト削減を実現します。…

配方がストレッチフィルム押出機の押出圧力に与える影響
半自動・全自動・多層ストレッチフィルム製造機において、樹脂配合(mLLDPE・PIB・PPA)が押出圧力と生産効率に直結するメカニズムを解説。圧力変動の抑制と省エネルギー実現による投資回収…

自動紙管交換機能付き全自動ストレッチフィルム押出機のメリット
半自動・全自動ストレッチフィルム製造機に革新をもたらす自動紙管交換機能。24時間連続稼働を実現し、ダウンタイムを劇的に削減。PLCとサーボ駆動の統合により高速切り替えが可能、人件費と廃棄ロスを最小化。
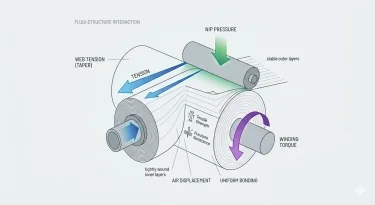
ストレッチフィルム押出機の巻き取りプロファイルがプレミアムな製品ロール品質を確保する方法
5層・全自動・半自動ストレッチフィルム製造機において、巻き取りプロファイルが基材張力・ニップ圧・トルクを緻密に制御。空気巻き込み最小化、応力分布最適化により、シワ・竹節・星形変形を排除し、無欠陥ロールを提供。グローバル調達の競争優位を構築します。…
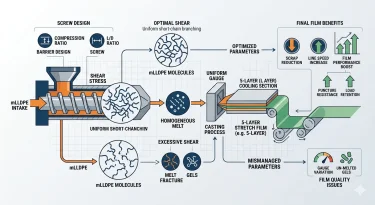
ストレッチフィルム押出機のスクリューせん断応力がmLLDPEフィルムの可塑化品質と弾性に与える影響
5層・全自動ストレッチフィルム製造機におけるスクリューせん断応力制御は、mLLDPEの分子絡み合いと融解均一性を直接決定します。過剰応力による分子降下やゲル発生を抑制し…
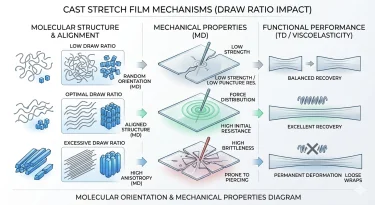
ストレッチフィルム押出機の延伸倍率がフィルムの耐突き刺し性と弾性回復力に与える影響
3層・2層・半自動・5層・全自動ストレッチフィルム製造機における機械的延伸倍率がポリマー鎖配向と結晶化度に与える影響を徹底解説。過度な延伸が引き起こす異方性や不可逆的塑性変形を回避し、フィルムの耐突き刺し性と弾性回復力を最大化する技術指針を提供します。

ストレッチフィルム押出機の冷却ロール設計がフィルムの透明度に与える影響
ストレッチフィルム製造機における冷却ロール設計は、ポリマーの冷却速度を制御し、フィルムの透明性を直接決定します。最適化された内部スパイラル流道による急速かつ均一な熱伝導が結晶成長を抑制…

ストレッチフィルム押出機Tダイのクリーニングとメンテナンス方法
ストレッチフィルム製造において、Tダイの適切な洗浄とメンテナンスは厚み均一性、表面品質、押出圧力の安定性に直結します。高温状態での分解、真鍮工具による残渣除去、精密研磨、トルク校正の標準手順を解説。ダイラインやゲル欠陥を低減し、予期しない停止時間を削減します。…