拉伸膜機設備自動模頭技術:消除厚薄微差並大幅提升膜卷平整度
2026-05-20
在高速拉伸膜包裝產線中,膜卷平整度與厚度均勻性直接影響下游纏繞包裝的緊實度與材料損耗。傳統三層纏繞膜機與兩層纏繞膜製造機在長時間連續生產時,常因熔體流動性波動或模頭溫度分佈不均,導致膜面產生周期性厚薄微差。這些微米級的偏差在收卷過程中會逐漸累積,形成俗稱的「暴筋」現象——膜卷局部隆起與鬆弛區塊交錯,不僅破壞膜卷外觀,更造成基材張力劇烈抖動,使全自動伸縮膜製造機與半自動伸縮膜製造機在後續放卷時出現拉伸不均或斷膜停機,大幅降低包裝效率與良率。
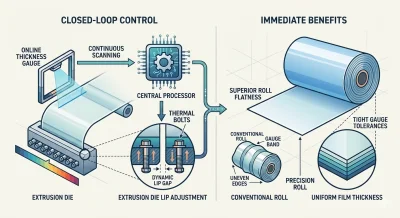
為從根本上消除這項技術瓶頸,新一代自動模頭技術已被成功整合至各類型拉伸膜機設備。該系統的核心在於將高精度測厚儀與熱變螺栓模頭建立即時閉環控制鏈路。當五層纏繞膜機或三層纏繞膜機運行時,測厚儀以每秒數十次的頻率掃描膜面全幅寬厚度分佈,並將數據回傳至PLC運算單元。控制單元快速比對設定值與實測曲線,針對厚薄偏差區域精準調整對應熱變螺栓的加熱功率。透過螺栓受熱伸長或冷卻收縮,模唇間隙在微米尺度內被動態修正,使熔體流出量即時補償厚度偏差,確保薄膜橫向厚度公差穩定控制在±1μm以內。
這項技術對半自動伸縮膜製造機與全自動伸縮膜製造機的價值尤為顯著。由於伸縮膜(Stretch Film)必須在預拉伸過程中維持均勻的殘餘應力分佈,過去的厚度波動常導致膜卷內外層張力梯度不一致,收卷時內緊外鬆的「氣囊」現象屢見不鮮。搭載自動模頭的兩層纏繞膜製造機與五層纏繞膜機,能從源頭消除厚薄微差,使收卷壓力均勻作用於膜面,膜卷圓度與端面平整度獲得結構性提升。對於採購商而言,這直接轉化為三大具體效益:其一,膜卷放卷時張力曲線平穩,避免包裝過程中因張力跳動造成的破膜或拉伸比失控;其二,平整的膜卷減少倉儲堆放時的變形風險,提升庫存管理效率;其三,穩定的基材張力使全自動纏繞包裝機的運轉速度可提高15%至20%,同時降低維護頻率。在當前包裝行業追求極致薄膜輕量化與高速化的競爭環境下,具備自動模頭閉環控制能力的拉伸膜機設備,已成為B2B採購決策中不可或缺的技術篩選條件。