對於全球採購經理與生產決策者而言,選擇一條二層氣泡膜擠出生產線時,最直接卻也最易被誤解的參數莫過於「模具寬度」。供應商提供的規格表上醒目的數字,往往並非您最終能獲得並用於包裝的實際有效幅寬。這其中的落差,主要源於兩個不可避免的工業物理現象:熔融聚合物的「頸縮效應」以及確保產品邊緣整齊的「邊料裁切」。忽視此差異,將直接導致原料採購計畫失準、產能計算錯誤,乃至於無法滿足客戶對包裝尺寸的嚴格要求,侵蝕您的預期利潤。
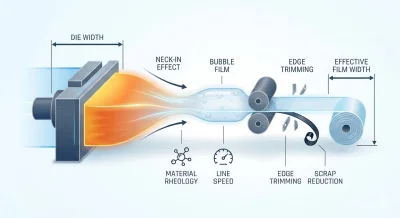
技術核心在於理解聚合物離開扁平模頭後的動態行為。熔融的LDPE或共擠材料在縱向牽引力的作用下,會發生橫向收縮(頸縮),其收縮率與材料的熔融指數(MFI)、冷卻速率以及生產線的牽引速度精密相關。同時,擠出膜泡經展平輥後形成的兩側邊緣,因厚度與氣泡結構不均,必須被精確裁切剔除,方能獲得邊緣平整、品質一致的成品卷材。因此,所謂的「有效幅寬」,是模具物理寬度減去頸縮寬度損失與雙邊裁切寬度的淨結果。一台調校精良的2層高速或中速氣泡膜機,其先進的溫控系統與智慧化牽引張力控制,正是為了最大化此有效幅寬的穩定性與一致性。
掌握此技術細節,帶給企業的是直接且可量化的投資回報。首先,在採購談判中,您能從「有效幅寬」而非「模具寬度」的角度評估設備報價,避免為無法使用的幅寬買單。其次,在生產規劃階段,精確的幅寬預測能最大化原料利用率,減少邊料損耗,尤其在使用高成本可回收或生物基原料的可持續氣泡膜生產中,此點至關重要。例如,應用於實驗室精密儀器或光電元件包裝時,穩定的有效幅寬確保了自動化封切設備的順利運行,提升整體包裝線效率。而在家具運輸或漆板存放等大尺寸防護應用中,準確的幅寬意味著能用最少的材料拼接完成覆蓋,節省工時與材料成本。
前瞻未來,隨著包裝行業向著更高速度、更薄克重、更環保材料的方向發展,對有效幅寬的控制精度要求將愈發嚴苛。七層高速氣泡膜機用於醫療器械或精密儀器包裝,其多層結構與高速生產放大了對流變行為的控制難度。而3-5層中低速設備用於文教用品或生鮮包裝,則需在成本與性能間取得最佳平衡。投資於那些能透明化展示其「頸縮率」數據、配備精準在線測寬系統與自動裁邊控制技術的生產線,不再是單純的設備升級,而是構建企業在快速交付、成本控制與高品質輸出方面核心競爭力的戰略選擇。這讓您不僅是購買一台機器,更是購入一份可預測的生產效能與市場競爭力保障。