拉伸膜机设备出料脉动的原因与快速解决办法
2026-07-01
在工業包裝領域,最大化產能同時維持完美的薄膜品質,是最終目標。然而,許多薄膜生產商都面臨一個常見且代價高昂的障礙:出料脈動。此現象會導致生產過程中材料流動不規則,產生薄點、捲材厚度不均帶,以及頻繁的薄膜斷裂。
了解此不穩定性的根本原因,並採用現代工程解決方案,能讓製造廠將不穩定的擠出生產線,轉變為高利潤的自動化生產作業。
拉伸膜生產中出料脈動的隱藏成本
出料脈動指的是在擠出模具處,熔體壓力與體積流率出現週期性波動。在高速拉伸膜生產中,即使微小的壓力變化,也會導致明顯的厚度不一致。當聚合物熔體流動發生脈動時,薄膜會在整個寬度上交替出現厚薄不均的區段。
傳統的製造配置常依賴手動干預來處理這些瓶頸。操作人員經常調整機筒溫度,或手動微調螺桿轉速,以穩定波動的生產線。雖然這些快速修復措施能為當前的生產問題提供暫時緩解,但無法解決根本的機械與熱力學問題。
依賴手動校正會導致嚴重的營運缺點:
- 因薄膜厚度超出規格而導致更高的報廢率。
- 收捲機上頻繁的薄膜斷裂,導致停機時間增加。
- 在啟動和產品換線期間,材料浪費增加。
拉伸膜擠出機的出料脈動通常源自三個主要區域
塑化區的熱力學不平衡
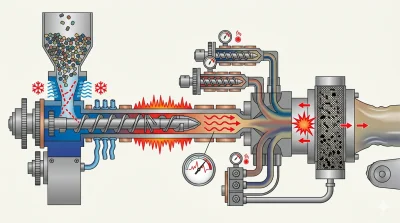
擠出機機筒內不穩定的固體床破裂,是壓力波動的主要原因。若加熱區未能以均勻速率熔化聚合物顆粒,未熔融的固體可能會堵塞螺桿通道。此阻塞會造成暫時的壓力積聚,隨後在阻塞物清除時,突然湧出大量熔融材料。
堆積密度與進料口變化
原料進料不一致也會引發輸出脈動。回收料比例、顆粒尺寸或堆積密度的變化,會改變螺桿的進料方式。若無精確的進料控制,螺桿通道會填充不均,導致壓力波沿著機筒長度傳播。
上游機械磨損
隨著時間推移,摩擦會磨損螺桿螺稜與機筒壁。此間隙增大會使熔融聚合物沿著螺桿螺稜向後流動,此現象稱為回流或洩漏流。這種正位移損失會降低螺桿的泵送效率,並導致規律性的壓力下降。
利用適應性溫度與進料控制改造設備
現代全自動拉伸膜擠出機,採用先進硬體與閉迴路軟體,即時修正這些原料不一致性。升級這些關鍵組件,能從源頭消除出料脈動。
配備適應性PID控制的新一代紅外加熱系統
傳統擠出生產線依賴傳統的雲母或陶瓷電阻加熱帶,這類加熱帶存在嚴重的熱慣性問題。此延遲會導致溫度持續超調與欠調,直接引發黏度變化與出料脈動。現代的拉伸膜擠出機透過整合先進的紅外加熱裝置,並搭配適應性PID演算法,解決了這個瓶頸。紅外加熱能提供即時的熱傳遞,並深入聚合物核心,無熱滯留延遲。這使得自動化控制系統能即時微調加熱區,維持完美的熔體溫度,並完全穩定聚合物熔體流動。

伺服驅動智能餵料系統
體積式餵料無法適應變化的材料密度,例如在混合原生樹脂與蓬鬆的內部回收料時。現代化生產線以重力式伺服驅動餵料系統取代這些配置。這些系統會監控進入擠出機的每小時精確重量。若發生堆積密度變化,伺服馬達會立即調整螺桿轉速,以維持質量流量恆定,確保穩定的輸出。
利用熔體泵解耦消除壓力波動
對於高性能包裝應用,管理擠出機螺桿僅是成功的一半。為達到極致的厚度精度,先進的五層纏繞膜機針對共擠出模頭的每一層,採用專用的熔體泵。
熔體泵屏障的角色
熔體泵是一種正位移裝置,由兩個反向旋轉的齒輪組成。它位於擠出機與共擠出模頭之間,充當壓力解耦屏障。擠出機的主要任務從建立模頭壓力,轉變為僅熔融聚合物並將其輸送至熔體泵入口。
完全隔離上游波動
即使螺桿經歷輕微的進料或熔融不穩定性,熔體泵也能在其入口側吸收這些壓力波動。齒輪的齒牙會捕捉精確體積的熔融塑料,並將完美均勻、無脈動的聚合物熔體輸送至模頭。由於輸出速率嚴格取決於泵的轉速,下游壓力保持完全平穩,確保薄膜厚度均勻。
可量化的投資報酬率:自動化共擠出解決方案的優勢
將適應性控制與專用熔體泵整合到統一的拉伸膜擠出機中,可為薄膜製造商帶來顯著且可量化的性能提升。
無與倫比的厚度精度
透過系統性地隔離與消除擠出變數,薄膜生產商可將厚度變異降低高達65%。消除厚薄不均區域,使操作人員能夠安全地降低薄膜厚度。製造商可以生產更薄、強度更高的拉伸膜,使用更少的樹脂,同時提供卓越的抗穿刺性與負載保持力。
最大化生產運轉時間
穩定的擠出過程能直接減少機械應力與材料故障。消除出料波動可降低鑄膜冷卻輥上膜泡下垂或薄膜撕裂的風險。平均而言,升級至整合式自動化擠出系統,可將整體產線運轉時間提高12%至18%。更少的緊急停機意味著更低的人工成本、減少的零件磨損,以及更安全的工作環境。
優化材料循環性
現代包裝標準要求整合工業後或消費後回收(PCR)材料。回收樹脂通常表現出波動的熔融指數(MFI),傳統上會引發嚴重的出料脈動。適應性PID加熱與熔體泵解耦的結合,使現代機器能夠平穩地加工回收材料,即使在高回收料比例下,也能保持薄膜品質純淨。
為您的工廠選擇合適的自動化解決方案
克服出料脈動需要擺脫手動快速修復,並採用自動化工程。投資配備適應性控制與熔體泵整合的共擠出生產線,能讓包裝製造商保護其利潤,免受樹脂價格波動與能源成本上升的影響。
我們先進的拉伸膜擠出機專為實現最大穩定性、超精確厚度控制與可靠的高速輸出而設計。無論您想升級現有的鑄膜生產線,或安裝高產能的五層纏繞膜機共擠出系統,我們的技術團隊都能協助您選擇最適合您目標的配置。