在3層結構的拉伸膜製造機(stretch film making machine)中,薄膜品質的穩定性主要取決於各層材料在獨立熔融與塑化過程中的精準溫度控制。
特別是在3層共擠出系統中,溫度管理是決定薄膜強度、透明度與整體性能穩定性的核心技術。
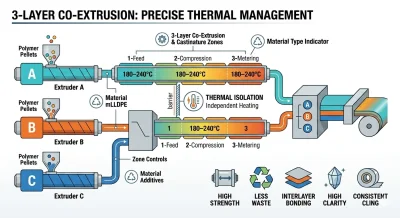
3層擠出中的獨立溫度控制
3層拉伸膜生產線通常採用三台獨立擠出機,每一台都配備獨立加熱系統。
主要特點:
- 每一層擁有獨立加熱區域
- 可依不同聚合物材料進行單獨溫度設定
- 各層之間無熱干擾
此設計確保每一層材料都能在最佳條件下熔融加工,不受其他層影響。
常見加工溫度範圍(180–240°C)
大多數拉伸膜製造機的擠出溫度控制在180–240°C之間,依材料種類不同而調整。
不同材料特性如下:
- LLDPE:較低穩定溫度以確保良好流動性
- mLLDPE:較高溫度以提升強度性能
- 添加劑與增黏劑:低剪切溫控以避免熱降解
此精準溫控可避免以下問題:
- 聚合物過熱分解
- 熔融不足導致不均勻
- 黏度不穩定
溫度分離的重要性
透過各擠出機的獨立溫控,可實現:
- 各層穩定的熔融指數(MFI)
- 均勻的黏度分佈
- 更強的層間結合力
- 降低薄膜斷裂風險
這種熱隔離設計可確保整體塑化品質穩定一致。
精準溫控帶來的生產優勢
當溫度控制達到最佳狀態時,生產效益包括:
- 薄膜強度穩定提升
- 廢料與不良品減少
- 生產停機時間降低
- 透明度與外觀品質提升
- 黏附性能更穩定
從而顯著提升整體生產效率與成本競爭力。
結論
3層拉伸膜製造機的核心技術,在於獨立熔融塑化系統與精準溫度控制。
透過在180–240°C範圍內對各層進行獨立溫控,可確保穩定熔融狀態與高品質薄膜結構,進而實現長期穩定且高效率的生產表現。