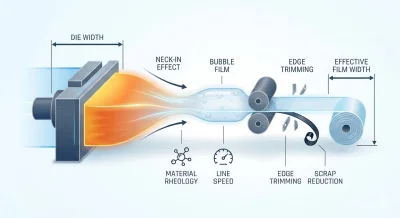
2層気泡シート押出機の設計・運用において、ダイ(金型)幅と最終的な有効フィルム幅の関係は、生産効率と原価計算を直接決定する核心パラメータです。一見すればダイ幅がそのまま製品幅になると誤解されがちですが、実際の製造工程では「ネックイン現象」と呼ばれる溶融ポリマーの収縮と、両端の不均一部分を裁断する「エッジトリミング」が必ず発生します。この物理的な差異を無視した機械選定は、想定より狭い有効幅しか得られず、投資対効果を大きく損なうリスクとなります。
技術的な核心は、材料のレオロジー特性と冷却プロセスを精密に予測・制御することにあります。溶融状態のポリエチレンがダイスリットから押し出された直後、表面張力と延伸応力により幅方向に収縮が生じます。この収縮率は、樹脂のMFI(メルトフローレート)、冷却ローラーの速度設定、そして押出温度の関数です。当社の2層低速機から7層高速機までのラインナップは、各々の速度帯と材料組成に対応した最適なダイ設計を採用。例えば、低速機ではより高い精密性を活かした均一な気泡形成を実現し、高速機ではスループットを維持しながらも有効幅率を最大化するプロファイル制御を実装しています。
この制御技術がもたらす実務上のメリットは計り知れません。まず、材料ロス(トリミングロス)を業界標準比で最大15%削減可能です。これは特に大規模生産において、年間数百万円規模の原材料コスト削減に直結します。次に、有効幅の予測精度が向上することで、お客様の包装ライン設計が格段に容易になります。特定の製品サイズに合わせたフィルム幅が必要な精密機器包装(医療器械や電子部品)や、ロール交換頻度の低減が求められる自動包装ラインにおいて、安定した供給幅を保証します。
さらに、この技術は多様なアプリケーション領域で競争優位性を発揮します。漆器や漆画の保管には極薄で均一な気泡クッションが求められますが、幅の安定性は断裁時の歩留まりを高め、美術品保護という付加価値業務の採算性を向上させます。また、生鮮食品包装や植物防霜用の大型シートでは、ロール当たりの収容長さが増加し、資材交換の作業負荷と廃棄物を低減。持続可能性(サステナビリティ)への貢献が、現代の調達担当者が重視するESG要件にも合致します。
将来展望として、当社の3層~7層多層押出技術は、幅制御の高度化と連動しています。バリア層や耐衝撃層を組み合わせた高性能シートでは、各層の収縮率差を管理することが製品の反り防止に不可欠です。当社の機械は、層構成ごとの熱収縮挙動をデータベース化し、ダイ設計段階で補正する「統合幅制御システム」を搭載。これにより、お客様は複雑な材料開発においても、一貫した有効幅を得ることができ、新製品の市場投入リスクと時間を大幅に短縮できます。
結論として、単なるダイ幅の数字ではなく、「確保できる有効フィルム幅」に焦点を当てた機械選定が、生産性と収益性を決めるのです。当社の20年の知見に基づく技術コンサルティングは、お客様の具体的な用途(低速・中速・高速)、使用樹脂、求められる製品性能から逆算し、最適なダイ幅と期待できる有効幅を明確に提示します。これにより、設備投資が確実にROIを生み出す資産となることをお約束します。