在全球製造業追求永續發展的浪潮下,於氣泡膜擠出生產線中整合環保原料,如消費後回收塑膠或生物基樹脂,已成為產業升級的關鍵指標。然而,此技術轉型並非簡單的原料替換。環保原料固有的特性,如雜質含量較高、熔融指數不穩定,將顯著縮窄加工窗口,直接挑戰生產線的工藝精度與穩定性。若控制不當,將導致氣泡結構不均、厚度波動,最終損害產品的核心緩衝保護性能。這正是傳統生產線升級時面臨的核心技術瓶頸。
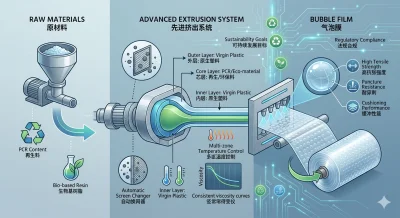
要克服上述挑戰,精密化的擠出工藝控制是成敗關鍵。針對 PCR 原料中的雜質,必須配置高效能的多階過濾系統,以防止噴嘴堵塞並確保熔體純淨度。而對於波動的熔融指數,則需依賴高響應速率的溫控模組,實現擠出機筒與模頭溫度的毫秒級動態調節,以穩定熔體流動性。這套工藝尤其適用於生產高階結構的機型,例如 7 層高速氣泡膜機或 3-5 層中高速機型。這些設備透過多層共擠技術,既能將環保原料置於內層以平衡性能與成本,也能透過表層使用原生料保障外觀與強度,實現技術與經濟效益的最優化。
此精密工藝的實際應用效益,深刻體現在對產品性能要求嚴苛的領域。在光電產業包裝中,使用環保原料的氣泡膜必須達成極低的靜電產生與超高的緩衝均勻性,以保護精密元件。透過穩定的加工窗口控制,能確保氣泡結構完整,提供可靠的防震保護。在生鮮冷鏈包裝中,生物基樹脂製成的氣泡膜需兼具良好的低溫韌性與透氣性,精確的溫度控制是維持薄膜機械強度與功能性的基礎。對於實驗室儀器或高價值文教用品的包裝,材料的純淨度與緩衝性能的一致性更是重中之重,先進的過濾與溫控系統直接決定了終端包裝的可靠性與品牌信任度。
展望未來,整合環保原料的氣泡膜擠出技術,已從一項可選的環保訴求,轉變為實質的市場競爭力與准入門檻。投資具備精密溫控與高效過濾能力的生產線,如專為環保原料設計的 3-5 層高速氣泡膜機或 7 層共擠機,不僅是履行企業社會責任,更是對供應鏈韌性與產品品質的前瞻性投資。它使製造商能主動應對全球日益嚴格的環保法規,同時以「綠色高性能」的產品定位,贏得國際品牌商的青睞,開拓高端包裝市場,將永續挑戰轉化為長期的獲利優勢與技術護城河。