在競爭激烈的包裝材料市場,生產商長期面臨兩難抉擇:若要追求產品強度與美觀,必須採用高成本全新料;若為控制成本使用再生料,則往往犧牲產品外觀與關鍵保護性能。傳統三層或五層氣泡膜機因結構限制,無法精確分隔材料特性,導致性能與成本難以兼顧,嚴重限制企業利潤空間與市場競爭力。
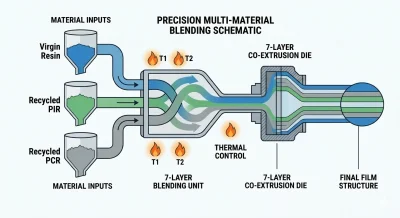
七層高速氣泡膜機的核心突破在於其創新的材料分層管理架構。設備配置七個完全獨立的溫控擠出單元,每個單元配備專用擠出機與精密計量系統。此設計允許操作人員針對不同樹脂的熔融特性(如熔融指數、熱穩定性)進行個別溫度與壓力參數設定,確保從LLDPE、LDPE到再生PE等多種材料能在最佳狀態下進入共擠系統。真正的技術樞紐在於多層共擠模頭,其內部流道經過流體動力學優化設計,能將七股熔融樹脂流以分層不互混的方式精確疊合,形成界限分明的複合結構。
在實際生產應用中,此技術賦予生產者前所未有的材料策略靈活性。最典型的效益是實現「功能分層」與「成本分層」。例如,在與產品直接接觸的內外兩個表層,可使用高純度全新料,以確保出色的光澤度、低摩擦係數及優異的熱封性能;而在中間的五個功能層,則可大比例混入經過嚴格篩選的再生顆粒,甚至可根據緩衝需求,在不同中間層調整EVA或發泡母粒的比例,以調控氣泡的柔韌性與回彈力。這種精確控制能力,使得內層再生料使用率可穩定達到50%而不影響整體薄膜的力學性能與外觀,直接將原料成本降低15%-25%。
對於採購者而言,此技術的直接投資回報體現在三個維度。首先是原料成本結構的優化,再生料的大幅應用直接提升毛利空間。其次是產品競爭力的躍升,七層結構允許設計出兼具高緩衝性、抗穿刺性及優異表面印刷適應性的高端氣泡膜,滿足電子產品、精密儀器等高端市場的嚴苛需求。最後是生產的穩定性與可持續性,模組化溫控系統減少了因材料切換導致的停機與廢料,同時高比例使用再生材料顯著增強企業的環保形象與ESG評級,符合全球品牌的綠色供應鏈審核標準。
展望未來,七層高速氣泡膜機所代表的多材料共擠技術,正從單純的成本控制工具,演變為產品創新的核心平台。透過更精密的層間功能設計,未來可望實現阻氧層、防靜電層、抗菌層等特殊功能層的整合,將氣泡膜從通用保護材料升級為具備主動防護功能的智能包裝解決方案。對於致力於高端製造與永續發展的企業,投資此類技術不僅是設備升級,更是為未來市場佈局的關鍵戰略,奠定在產業價值鏈中的領先地位。