技術百科

自動模頭控制如何確保拉伸膜機設備生產中的厚度一致性
在半自動伸縮膜製造機、兩層纏繞膜製造機等設備中,厚度偏差是影響產品品質與成本的痛點。自動模頭控制(ADC)透過連續厚度傳感器與熱膨脹螺栓驅動的擠出模頭閉環反饋,實現即時厚度調節,將偏差降低至微米級。本文深入解析ADC如何為五層纏繞膜機、…

在線邊料回收對拉伸膜擠出機性能的影響
在伸縮膜與纏繞膜生產中,線上邊角料回收直接影響材料利用率與膜層品質。本文深入解析回收料對熔體粘度與多層膜均勻性的控制技術,並提供配方調整與擠出參數優化方案,協助採購商評估設備的長期效益。

配方如何影響拉伸膜擠出機的擠出壓力
在高速共擠出製程中,配方設計直接決定熔體黏度與剪切變稀行為,進而調控機頭壓力。高分子量聚合物如mLLDPE雖提升薄膜強度,卻顯著推高壓力;而添加PIB或加工助劑可降低壁面摩擦,實現壓力優化。本文從技術原理深入剖析,並揭

帶自動換紙筒功能的全自動拉伸膜擠出機之優點
帶自動換紙筒功能的全自動拉伸膜擠出機,透過24小時不間斷運行全面優化了生產流程。該系統集成了先進的 PLC 控制與伺服驅動技術,能夠在全線高速運轉狀態下實現瞬時卷軸切換。這不僅消除了人工定位誤差,更大幅縮短了停機時間、將廢膜率降至最低,並顯著降低了人工管理成本。

拉伸膜擠出機收卷曲線如何確保優質膜卷品質
在散货托盘固定应用中,拉伸膜挤出机的收卷曲线是决定膜卷品质的核心。通过精确调校张、压紧力与扭矩,管理内部硬度并防止皱褶、竹节卷等缺陷。工程化锥度张力曲…

拉伸膜擠出機螺桿剪切應力對mLLDPE薄膜塑化質量與彈性的影響
拉伸膜生產中,螺桿剪切應力直接決定mLLDPE高分子鏈纏結與熔融均勻性。精確應力控制可消除晶點與厚薄不均,避免分子降解,確保抗刺破性與極限彈性。本文解析技術原理…

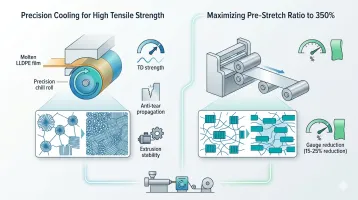
拉伸膜擠出機拉伸比對薄膜耐穿刺性與彈性回復力的影響
本技術深度解析三層纏繞膜機、兩層纏繞膜製造機等設備中,機械拉伸比對薄膜縱橫向性能的影響。透過精確控制聚合物鏈取向與結晶度,平衡拉伸強度與耐穿刺性,避免過度拉伸導致彈性回復力劣化,助力採購商獲取更高投資回報。

拉伸膜擠出機的冷卻輥設計如何影響薄膜透明度
拉伸膜擠出機的冷卻輥設計透過優化內部螺旋流道與超鏡面拋光表面,實現快速均勻熱傳導,抑制結晶生長,促進無定形結構形成,將微觀粗糙度降至最低,大幅提升薄膜透明度。…

拉伸膜擠出機 T型模具清潔與維護指南
深入解析兩層、三層、五層纏繞膜及全自動伸縮膜製造機的T型模具維護秘訣。從高溫拆模、銅製工具清潔到模唇研磨與扭矩校準,本指南揭示如何消除模線缺陷、降低廢料率,並將非計劃停機時間降至最低。正確保養是實現膜厚精