最小化拉伸膜機設備開機過程中的材料浪費
2026-04-29
在傳統的多層共擠拉伸膜生產啟動階段,設備從冷機狀態至穩定生產的過程往往伴隨著驚人的原料浪費與時間成本。生產線操作員面臨著雙重壓力:一方面必須等待各層熔體溫度與流動達到精確平衡,另一方面卻無可避免地產生大量厚度不均、層比例失調的廢料捲材。這種由機械慣性與熱慣性造成的『啟動浪費』,長期侵蝕著包裝材料製造商的利潤,並在追求永續生產的當今環境下,顯得更為突出。尤其對於生產高附加價值的5層阻隔膜、或是需要精準控制層間黏結力的2層與3層複合膜而言,每一次規格切換或開機,都意味著可觀的樹脂直接淪為廢棄物。
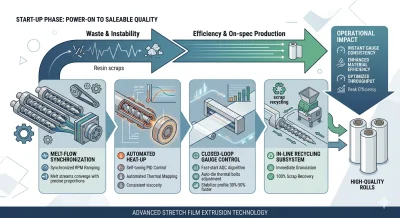
為徹底解決此一產業痛點,新一代智慧化多層纏繞膜機採用了兩項革命性核心技術。首先是『同步轉速爬升與自動熱圖映射』系統。此技術顛覆了過去逐個擠出機獨立暖機、再嘗試同步的舊流程。控制系統會根據目標產品(例如5層結構的A/B/C/D/E層)的各層樹脂特性、流道設計與模具熱歷史,預先計算並執行最優化的升溫曲線與螺桿轉速爬升軌跡。在啟動瞬間,系統即同步驅動所有擠出單元,並透過遍布流道與模頭的感測器網絡,即時生成熔體溫度與壓力的動態熱圖,自動微調各區加熱與冷卻,使多層熔體流在最短時間內同步達到理想的加工視窗,大幅縮短熔體平衡時間,從源頭減少因溫度與流動不穩所產生的不合格熔體。
緊接著是『快速穩定熔體平衡與層比例控制』。無論是2層纏繞膜機的簡易結構,或是用於高性能包裝的5層纏繞膜機,確保每一層的厚度比例(A/B/C...)從啟動第一米就達到設定值至關重要。新一代機台整合了高響應性的齒輪泵與質量流量計,配合先進的線上厚度測量系統(如X射線或紅外線測厚儀)。系統能即時反饋各層厚度數據,並透過閉環控制算法,在毫秒級時間內自動調節齒輪泵轉速,實現對層比例的瞬時精準控制。這意味著從設備啟動到生產出第一捲厚度一致的合格捲材所需時間被極致壓縮,所謂的『調機料』長度被縮減至傳統機台的數分之一。
最終的價值轉化體現在全方位的投資回報率提升。上述技術直接將啟動過程的材料浪費降至最低。此外,機台整合的『線上回收系統』能將極少量的邊緣修整料與啟動初期極短的不穩定片段,立即進行粉碎、均化並以精確比例回饋至主擠出機或特定輔助層,實現生產線內部的材料循環,進一步將總原料耗用率逼近理論極值。對於採購決策者而言,這不僅意味著每噸產品樹脂成本的直接下降,更代表了更快的訂單交付速度(更短的換規格時間)、更高的設備綜合效率(OEE),以及符合ESG標準的綠色生產認證優勢。選擇具備此類智慧化控制功能的2層、3層或5層纏繞膜機,已非單純的設備購置,而是對企業未來競爭力與永續經營能力的關鍵投資。