拉伸膜失去粘性?拉伸膜機設備故障排查與工藝調整指南
2026-05-28
在工業包裝與物流運輸領域,拉伸纏繞膜的性能直接決定貨物綑綁的牢固度與運輸安全。然而,許多生產線屢屢遭遇薄膜「失黏」問題:膜卷在高速收卷時層間滑動、托盤纏繞後鬆脫、甚至在倉儲期間出現回縮分層。這些現象不僅導致終端客戶退貨索賠,更會損害製造商的品牌信譽。
從技術根源分析,拉伸膜黏性不足的主因集中在PIB(聚異丁烯)增黏劑的添加與分散控制、熔體熱歷史管理、以及後處理環節的穩定性。無論是採用三層纏繞膜機、兩層纏繞膜製造機或五層纏繞膜機,都必須針對以下關鍵參數進行系統性排查:
1. PIB添加量與分散均勻性
誠然,PIB是賦予薄膜自黏性的核心助劑,但其遷移行為高度依賴基材與添加劑的相容性。在五層纏繞膜機中,透過對稱或非對稱層結構設計,可將PIB集中添加於中間層或外層,並搭配專用螺桿元件強化剪切分散。實務上,建議PIB添加量控制在1.5%–3.5%之間,過低則黏性不足,過高會導致膜面發黏且設備積碳。若採用兩層纏繞膜製造機,則必須額外關注內外層的擴散平衡,避免因層厚不均造成黏性不均。
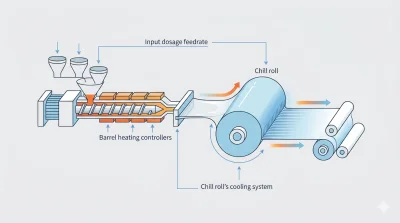
2. 熔體溫度與冷卻系統匹配
機筒溫度若長期處於230°C以上,將加速PIB分子鏈斷裂,使其失去增黏功能。理想的三層纏繞膜機工藝區間應控制在180–230°C,且從進料段到模頭逐步升溫,避免瞬間過熱。更關鍵的是冷卻輥溫度穩定性:冷卻輥溫度若波動超過±2°C,晶體結構紊亂將阻礙PIB向膜面遷移。先進的冷卻系統應配備恆溫水循環與精密溫控閥,確保膜面溫度在40–60°C範圍內均勻冷卻。
3. 電暈處理的時機與強度
部分客戶誤以為僅靠電暈即可提升黏性,但過高的電暈功率會破壞薄膜表層化學結構,反而降低PIB附著力。正確做法應將電暈處理作為輔助手段,僅在改善印刷或塗附需求時使用,且功率必須低於40 dyne/cm。尤其對於五層纏繞膜機生產的高性能膜種,因多層結構內應力複雜,建議在收卷前進行在線黏性檢測,即時回饋調整。
4. 工藝調整對生產效益的價值
透過上述參數的精準管控,不僅能將薄膜自黏性提升至350–400 g/25mm的業界標準,更可減少因黏性不足而返工的廢品率達12%以上。以一條年產能2,000噸的三層纏繞膜機產線為例,每年節省的原料浪費與客戶索賠成本可超過新台幣120萬元。同時,穩定的黏性確保高速纏繞機在80–120包/小時的工況下不發生膜卷偏移,大幅提升包裝效率。
總結而言,無論您配備的是兩層纏繞膜製造機的入門產線,或是引進五層纏繞膜機的頂規系統,失黏問題的解決關鍵始終在於:實現PIB的均勻分散、嚴控熔體溫度梯與冷卻梯度、並避免電暈過度處理。對於採購商而言,選擇具備智慧溫控模組、在線黏度監測系統及多層共擠優化設計的機型,不僅能一步到位解決失黏困擾,更將為您的產品在國際市場上贏得品質信賴。