大型氣泡膜製造設備的多層共擠出技術趨勢
2026-05-07
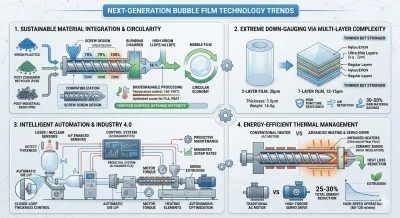
在全球化電子商務與醫療供應鏈急速擴張的背景下,包裝材料正面臨前所未有的性能考驗。傳統兩層或三層氣泡膜在應對高單價電子零件、精密醫療器械及冷鏈運輸時,屢屢顯現抗穿刺力不足、氣體阻隔性低落以及材料浪費嚴重等技術瓶頸。採購商與生產端迫切尋求一套能同時滿足強度、輕量化與環保法規的解決方案。
現代多層共擠出技術正透過整合功能性樹脂來打破這些限制。以3-5層中速氣泡膜機與3-5層低速氣泡膜機為例,其透過精準的模頭分配器與共擠出流道設計,可將尼龍(PA)或乙烯-乙烯醇共聚物(EVOH)作為阻隔層嵌入結構中,顯著提升對氧氣與水氣的屏障效果。對於追求產能與薄膜均勻度的B2B客戶,7層高速氣泡膜機與3-5層高速氣泡膜機則採用伺服驅動的同步牽引系統與閉環厚度控制,確保在每分鐘40米以上的線速下仍能維持±3%的厚度公差,這在包裝高靈敏度醫療耗材時至關重要。而2層中速氣泡膜機與2層高速氣泡膜機則針對成本敏感但要求快速切單的電商護墊市場,其簡潔的結構設計結合高效風冷系統,能穩定加工含30%以上PCR(消費後回收)樹脂的原料,維持氣泡均勻飽滿而不塌陷。至於2層低速氣泡膜機,則常被用於特殊厚膜或異形緩衝材的試產線,其高扭矩螺桿設計能處理高填充碳酸鈣或生物降解PLA材料,為客戶提供小批量、多規格的定製靈活性。
這些設備的共同趨勢在於智慧自動化與節能加熱技術的深度整合。現代機型普遍搭載IoT物聯網模組,能即時監控各層樹脂的熔融指數與溫度分佈,並自動調整螺桿轉速來補償原料批次差異。加熱系統方面,電磁感應加熱與陶瓷紅外線保溫罩的應用,使3-5層與2層設備的能耗較舊機型降低25%至40%。同時,配備線上廢邊回收粉碎與氣力輸送系統,讓生產過程中的邊角料即時回摻至中間層或底層,實現近乎零廢料的循環生產模式。
對全球採購商而言,升級至多層共擠出氣泡膜設備不僅是性能的飛躍,更是成本結構與永續策略的全面優化。更薄但強度更高的薄膜(如從0.08mm減至0.05mm)可減少每平方米原料用量達30%,同時維持原有的抗穿刺與緩衝性能。在電子商務倉儲與醫療滅菌包裝領域,這意味著更低的運輸體積、更少的碳足跡以及更嚴格的無菌屏障保障。選擇具備多層共擠出能力的設備,即是為品牌在高端市場建立技術壁壘,並透過可回收與生物降解材料的加工彈性,準確對應歐盟PPWR與各地禁塑令的合規要求。