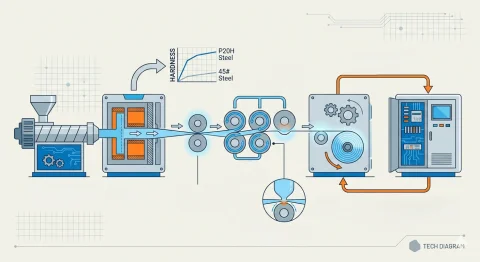
做氣泡膜這行超過二十年,我最常聽到同行抱怨:「明明配方沒問題,氣泡卻一直破,廢料一堆還被客戶退貨。」說穿了,問題常出在模具與冷卻工藝。我們這套3–5層低速、兩層低速、3–5層中速、兩層中速、3–5層高速、兩層高速到七層高速氣泡膜機,全線標配高品質P20H T型模具。這種模具的流道設計經過特殊硬化處理,熔體流動均勻,不會像一般模具那樣產生局部溫差,導致氣泡壁厚薄不一。加上西門子PLC控制系統,從溫度、螺桿轉速到收捲張力,全部數位化閉環調控。以前師傅得靠手感調張力,現在設定好參數,哪怕換料號、換層數,系統自動微調,收捲端面平整得像鏡面,再也沒有內緊外鬆的「喇叭捲」。
冷卻環節是另一個魔鬼細節。傳統氣泡膜機只用一到兩條冷卻風環,降溫不均,膜面容易出現魚眼或黑點。我們獨創五條冷卻工藝——模頭出口先快速預冷,再經三道獨立溫區的風環逐級降溫,最後一道穩定風環消除殘餘應力。這樣做出來的氣泡膜,泡徑均勻、抗穿刺強度提升至少15%,而且永久消除黑點。就算跑高速(每分鐘40米以上),膜面依然光滑晶亮。對做包材的廠家來說,這代表廢料率從8%降到1.5%以下,每天省下的原料錢就夠付幾個月的電費。
操作與維護的痛點,我們用模組化結構解決。所有加熱區、風環、收捲座都能快拆,清洗換色不用等機器冷卻半天。西門子PLC內建診斷功能,哪個加熱棒斷線、哪個軸承磨損,觸控螢幕直接跳紅字提醒,不用老師傅拿聽診器去猜。整廠設備從擠出、冷卻、收捲到廢邊回收,全部連動自動化,一人可同時看顧三到五條產線。去年幫一家台中的緩衝包材廠升級七層高速機,產能直接翻倍,客戶說「以前趕雙11訂單得加班到半夜,現在按時下班還能多接兩成單。」
我們不賣「標準機」,因為每個廠的原料特性、車間格局、訂單結構都不一樣。來廠看機時,請帶你的常用LDPE、再生料、甚至添加劑配方,直接上機測試。用數據說話——泡徑合格率、收捲張力偏差值、每小時能耗,白紙黑字寫清楚。想解決氣泡破裂的惱人問題?想讓舊產線脫胎換骨?找我們聊,保證你聽完不會想再碰別家的機器。