Bác Cả ơi, chuyện ‘màng chít’ chạy không đều tay, hôm nay dày ngày mai mỏng, rồi cục điện trở nhiệt cắm hở làm màng rách tưng mảng – tôi nghe chán lắm rồi. Chính anh em vận hành ở KCN Nhơn Trạch, Bình Dương, thậm chí cả mấy ổng dưới Long An cũng than y chang. Khổ nhất là mấy dòng máy cũ, bộ trục ép lệch căm làm lớp giãn nở co kéo không đều, máy chạy 6 tiếng là phải dí tay chỉnh lại mâm căng. Hồi tháng trước có bên sản xuất bao bì ở Hải Phòng, họ dùng máy sản xuất màng co giãn 2 lớp – tưởng đơn giản dễ vận hành, ai dè mỗi lần xuống màng phải ngó độ dày từng ly một, hao phí nguyên liệu nhựa (LLDPE) ít nhất 15% mỗi ca. Mấy anh bảo vệ thường xuyên phải lau màng chảy ra nền vì chỉnh nhiệt không đều, thành phẩm cuộn nào cuộn nấy dính mép.
Thị trường giờ khó, hàng chạy không nổi mà máy còn hay ‘nằm ườn’ vì cơ cấu quấn bán tự động (thường gọi là máy sản xuất màng quấn bán tự động) hay nhảy phanh. Lắm lúc thấy mấy ông chủ quán nhậu mà nóng: đầu tư nguyên bộ máy móc cả tỷ rưỡi mà mỗi khi cuộn màng bung ra, bộ kéo không giữ căng, cuộn thành phẩm lỏng lẻo như ‘xôi đổ mỡ’. Có những ca tôi vào tận nơi kiểm tra, thấy luôn vụ đường trượt con lăn mòn 2-3 ly, kết hợp với servo chạy sai lệch thông số, làm cho độ dày màng vênh đến 0.05 mm. Nếu anh em xài loại máy sản xuất màng co giãn 3 lớp như tổ hợp YC-3000, nhưng vô tư để băng tải chạy quá tải, chỉ 2 tháng là trục truyền động cũng rã, phải thay cả bộ ổ bi chịu lực.
Riêng cái khoản bảo trì, mấy bác thợ cơ khí già mà nghe tới ‘màng 5 lớp’ thì mặt mày xám ngoét. Bộ đùn, bộ khuôn, rồi hệ thống làm mát – mỗi lần mở xả thế nào cũng dính màng co – nhựa đông đặc lại bám vào bề mặt đầu đùn. Nếu không vệ sinh đúng cách (đốt mỏ hay dùng hóa chất chuyên dụng), mất trắng nửa ngày. Mà còn vụ tối ưu công suất: nhiều bác cứ nghĩ mua đời máy máy sản xuất màng quấn tự động hoàn toàn xong, gắn thêm vài cảm biến siêu âm, mặc kệ luôn bước calibrate. Kết quả là ổng cài sai ngưỡng nhiệt độ trục nhiệt lăn làm màng bị ‘chảy nhão’ ở góc phải, phải cắt bỏ cả mét đầu. Tôi nghiệm ra một điều: cái khó không nằm ở máy mới hay cũ, mà là người vận hành chưa nắm được điều kiện lý hóa của nhựa (MFI, tỷ trọng) với thông số cốt lõi của từng dòng máy.
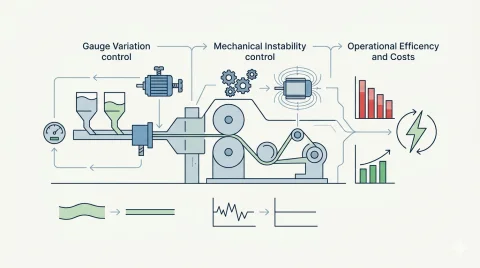
Chi phí vận hành leo thang cũng là vấn đề nhiều xưởng ‘ngậm ngùi’. Họ tính nhẩm: mỗi lần ngừng máy ngoài kế hoạch tốn tầm 2-3 triệu tiền điện, công vận hành, và đặc biệt là hao hụt phế phẩm. Có bên dùng máy sản xuất màng co giãn 5 lớp thương hiệu lớn, loại chuyên sản xuất film pallet stretch, nhưng vì đường cấp liệu chính và phụ lệch pha, tưởng ổn định hóa ra thành phẩm bị ‘xước chéo’ do bọt khí mắc lại giữa lớp. Họ phải thuê hẳn đội kỹ thuật từ nước ngoài, tốn kém mệt mỏi. Nhìn chung, tất cả các điểm nghẽn đều xoay quanh độ chính xác cơ khí, khả năng ổn định nhiệt, và kỹ năng set-up module điều khiển màng ép.
Kinh nghiệm của tôi sau 20 năm vật lộn với đủ thể loại máy màng co giãn: bác nào muốn giảm tỷ lệ phế phẩm, kéo dài thời gian chạy liên tục 16 giờ/ca mà không phải can thiệp tay, thì phải xem lại cách thiết lập thông số vs nguyên liệu đầu vào. Đặc biệt là mấy dòng máy sản xuất màng quấn bán tự động thường ‘ăn gian’ ở cơ cấu mở rộng film, dễ dẫn đến biến dạng cuộn. Kiểu thiết bị nào cũng có ‘tạng’ riêng, nhưng cái mấu chốt để chạy đạt năng suất – chính là phải đồng bộ từ đầu đùn đến bộ quấn cuối. Nếu anh em còn gặp cảnh màng cuộn vào phải kiểm tra từng inch vì vết kéo lệch, hoặc bị trễ tiến độ giao hàng vì thay mâm áp suất liên tục – thì tôi khuyên đừng chần chừ nữa. Gọi cho tôi, hoặc nhắn trực tiếp vào inbox, tôi chỉnh thông số hệ thống, tư vấn thêm giải pháp nâng cấp retrofit cho cả dây chuyền. Mất phí một bữa cà phê, có khi tiết kiệm cả trăm triệu tiền phế liệu mỗi tháng.