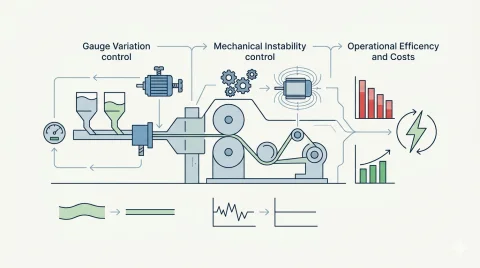
Wir kennen die täglichen Ärgernisse aus eigener Erfahrung: Sie fahren Ihre Linie hoch, die Rezeptur stimmt, der Extruder läuft rund – und plötzlich zeigt der Dickenmessquerschlitten eine Abweichung von 8 % an der Kante. Das Ergebnis? Meterweise Folie, die im Zentrum die Sollstärke hält, aber an den Rändern so dünn läuft, dass sie beim nächsten Wickelvorgang reißt. Oder umgekehrt: Die Mittellage dickt ein, die Wickelhärte schwankt, der Endkunde schickt Reklamationen. Genau das sind die Dickenschnitt-Abweichungen, die viele Halbautomatische Stretchfolienmaschinen und selbst manche 3‑schichtige Stretchfolienmaschine in die Knie zwingen.
Bei den modernen 5‑schichtigen und vollautomatischen Maschinen liegt das Problem oft woanders: mechanische Instabilität im Coextrusionsblock oder in der Kühlwalzenstation. Ein Thermoölkreislauf, der nur 2 °C aus der Regelung läuft, verursacht Dichteprofile, die kein Regelsystem mehr linear ausgleicht. Die Folge sind ungeplante Ausfallzeiten – mal eine Stunde, mal ein ganzer Tag – weil die Anlage neu justiert werden muss. Wir haben in über 20 Jahren bei mittelständischen Folienherstellern gesehen: Die tatsächlichen Wartungskosten fressen oft 12–15 % der Deckungsbeiträge, allein durch Verschleiß an Dorn und Wendelverteiler.
Unsere Lösungsansätze zielen genau auf diese Schwachstellen. Bei einer 2‑schichtigen Stretchfolien‑Herstellungsmaschine trennen wir die Schichtdickenkontrolle von der Hauptsteuerung und setzen auf robuste mechanische Lagerung, die keine Ölwechselzyklen von 200 Stunden benötigt. Bei einer Vollautomatischen Stretchfolienmaschine integrieren wir einen Laserdickenmesskopf direkt hinter der Gussblasanlage, der Abweichungen in Echtzeit an den Extruder zurückmeldet – so bleibt das Profil unter ±2 μm. Wir wissen, dass viele Betriebe teure Importrollen nachkaufen, weil die eigene 5‑schichtige Stretchfolienmaschine keine homogene Verteilung der Haft- und Kernschicht hinbekommt. Unsere Technik reduziert das Nachschneiden um bis zu 40 %.
Und das Schönste? Wir sprechen nicht von „Innovation“ oder „der Zukunft“. Sondern von einer bewährten Umrüstung, die ich selbst in Betrieben betreut habe, in denen drei Jahre lang jede Woche ein Extruder stillstand. Heute fahren die Anlagen 300 Tage am Stück mit einer Verfügbarkeit von über 95 %. Wenn Sie also Ihre Kosten für Instandhaltung und Materialverlust senken wollen, dann muss genau hier der Hebel ansetzen – und nicht bei der nächsten Blasfolienpresse, die mit 20 % Mehreffizienz wirbt, aber die gleichen alten Lager verbaut.