2層高速気泡フィルム機
当社の2層高速気泡フィルム機は、独自の二層構造により、従来を上回るスピードと耐久性を実現。医療・電子部品から日用雑貨まで、優れた衝撃吸収とコスト効率を提供します。
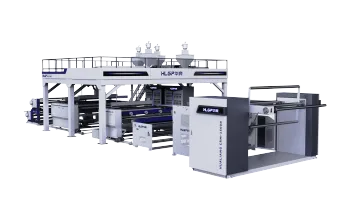
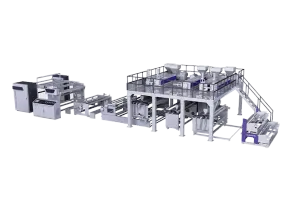
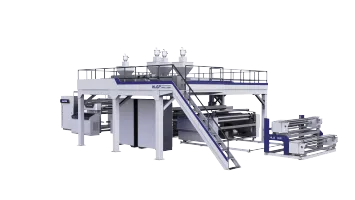
二層高速気泡フィルム機は、連続的な高生産量の気泡フィルム製造を目的として設計された設備であり、押出、成形、ラミネート、巻取り工程を一体化したシステムである。高速運転条件下においても安定したプロセス制御と均一な製品品質を維持できる点が特長であり、低速機および中速機と明確に差別化される。
説明
当社の2層高速気泡フィルム機は、独自の二層構造により、従来を上回るスピードと耐久性を実現。医療・電子部品から日用雑貨まで、優れた衝撃吸収とコスト効率を提供します。
二層高速気泡フィルム機は、連続的な高生産量の気泡フィルム製造を目的として設計された設備であり、押出、成形、ラミネート、巻取り工程を一体化したシステムである。高速運転条件下においても安定したプロセス制御と均一な製品品質を維持できる点が特長であり、低速機および中速機と明確に差別化される。
押出システムは高スループットに対応するよう最適化されており、多ゾーン温度制御により溶融樹脂の流動を均一に保つ。高速運転時においても安定した可塑化状態を維持し、生産速度の向上による厚みムラや材料不安定を防止することで、フィルム性能の一貫性を確保する。
本機の重要な特長は、プロセスの同期制御能力にある。押出量、エア供給、冷却工程が精密に連動し、高速成形時でも気泡のサイズおよび分布を均一に維持する。高速運転では微小な変動が品質に影響しやすいため、エア圧および材料流動を精密に制御することで欠陥の発生を抑制する。
冷却システムは高速条件に対応するため強化されており、放熱効率を向上させている。ライン速度の上昇に伴い、短時間での熱交換が求められるが、本設計により気泡構造を変形前に安定化させることが可能となる。これにより、気泡の変形や潰れ、厚み不均一といった問題を低減する。
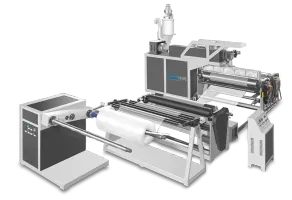
牽引および巻取りシステムはライン速度と同期し、フィルム搬送時の張力を安定的に維持する。高精度な張力制御により、伸びやシワ、蛇行を防止し、連続的かつ安定した巻取りを実現することで、生産効率の向上に寄与する。
機械構造には強化フレームが採用されており、高速運転時の振動を抑制し、主要部品の位置精度を維持する。運転速度の上昇に伴い、構造安定性は製品品質および装置信頼性に大きく影響するため、本設計は長時間の安定稼働を可能にする。
低速機および中速機と比較して、高速機はより高い生産能力、短い生産サイクル、および単位時間あたりの高い効率を特長とする。低速機は基本的な生産用途に適し、中速機は効率とコストのバランスを重視するのに対し、高速機は大規模かつ連続的な生産に適している。
総じて、二層高速気泡フィルム機は安定した押出性能、高効率な成形、および信頼性の高い巻取りを実現し、高速条件下においても連続的かつ高効率な気泡フィルム生産を可能とする。低速機および中速機と比較して、生産能力および品質の両面で優れた性能を有する。






製品比較
| 比較項目 | 当社の機械設備 | その他のメーカー |
|---|---|---|
| 押出Tダイ | 華亮の精密押出TダイはP20H/2311金型鋼を採用し、気泡フィルムの厚み精度を±3%以内に制御します。内部加熱設計により保温性能と省エネ性を向上させています。  | #45鋼Tダイは外部加熱方式を採用しており、昇温は速いものの保温性能は劣ります。  |
| 巻取りシステム | 華亮の巻取りシステムはウォームギア駆動を採用し、位置決め精度±0.1mmを実現し、耐用年数を大幅に向上させます。  | ベルト駆動は摩耗・滑り・精度低下が発生しやすく、6〜8か月ごとの交換が必要です。  |
| 厚肉シリンダー&スクリュー設計 | 厚肉シリンダー: 優れた保温性能により熱損失を低減し、薄肉シリンダーと比較して消費電力を15~20%削減します。 均一な溶融温度: ±5°C以内で安定制御され、均一な気泡形成と±3%の厚み公差を実現します。  | 薄肉シリンダー: 放熱が速く、継続的な再加熱が必要となり、エネルギー消費が25~30%増加します。 温度変動: 溶融不均一や厚みばらつき(±8~10%)の原因となります。  |
| モーター | 永久磁石同期モーター(PMSM)は消費電力を20%削減し、トルク制御精度±1%を実現するとともに、高速な起動・停止応答を可能にします。  | 誘導モーターは慣性が大きく、効率はIE2クラスで約94.2%です。  |
| 加熱システム | 華亮の赤外線加熱システムは熱効率を40%向上させ、全体のエネルギー消費を20%削減します。  | 従来の加熱コイルは昇温が遅く、断熱性能が不十分で、消費電力が高い傾向があります。  |