在當今競爭激烈的B2B包裝材料市場中,生產效率直接等同於企業的利潤命脈。傳統雙層拉伸薄膜生產線常面臨多層材料流動不同步、冷卻效率不足導致生產速度受限,以及換卷停機造成巨大浪費等核心痛點。這些瓶頸不僅壓縮了利潤空間,更使得企業在面對急單或高規格產品需求時力不從心。本文將從技術根源出發,解析如何透過系統性的工程設計,將生產效率推向理論極限。
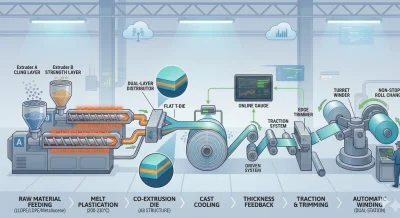
技術突破的起點在於雙擠出機的協同運作。高效能的生產線採用獨立驅動與精密齒輪泵,對A層(韌性層)與B層(黏性層)的熔體進行分區控制與計量。關鍵在於「動態黏度補償演算法」,它能即時監測兩種聚合物熔體的黏度與溫度變化,並微調螺桿轉速與背壓,確保兩股熔體在匯流模頭(Feed Block)相遇時,其流速、壓力與溫度達成完美匹配。此舉從源頭上杜絕了層間厚度不均或界面不穩定的問題,為高速拉伸奠定了堅實基礎,將材料浪費從傳統的3-5%降至1%以下。
緊接而來的是定型階段的效率革命。高速生產下,薄膜的冷卻速率是決定生產線速度的關鍵。我們採用大直徑雙冷卻輥設計,搭配階梯式溫控系統。第一冷卻輥以較高溫度進行初級定型,穩定薄膜結晶結構;第二冷卻輥則以更低溫進行終極冷卻,快速帶走熱量。輥筒表面經過特殊鍍鉻與鏡面拋光處理,確保極佳的熱傳導效率與薄膜脫離性。此設計能將冷卻效率提升40%以上,使生產線得以在更高的牽引速度下運作,而不犧牲薄膜的光學性能與尺寸穩定性。
真正的連續化生產,核心在於收卷技術。轉塔式雙工位收卷機是實現零停機換卷的答案。當主收卷軸運作時,備用收卷軸已完成預驅動、預張力設定及紙管裝配。系統透過高精度光電感測器監測卷徑,在達到設定值時,啟動高速同步切換程序。薄膜在瞬間被切斷並貼合至備用軸,整個過程在毫秒級內完成,線速度無任何波動。這不僅消除了停機浪費,更確保了每卷薄膜的端面平整度,滿足全自動化倉儲與搬運的需求。
整合上述技術的生產線,其投資回報(ROI)清晰可見。它將綜合設備效率(OEE)從普遍的75%提升至90%以上,透過減少廢料、提升速度與消除停機,可在12-18個月內收回投資成本。對採購商而言,這不僅是購置一台機器,更是購入一套能持續產生競爭優勢的生產力系統。它意味著企業能以更低的單位成本迎接大批量訂單,以更穩定的產品品質拓展高端市場,並以卓越的生產靈活性快速回應市場變化。在智慧製造的浪潮下,投資於頂尖的雙層纏繞膜生產技術,就是為企業的未來預訂了通往獲利與成長的門票。