符合碳足跡法規:我們的大型氣泡膜製造設備如何完美實現回收低密度聚乙烯混料
2026-05-26
隨著歐盟碳邊境調整機制(CBAM)及全球碳足跡法規的逐步落實,包裝產業必須將回收聚乙烯(rLDPE)整合至生產鏈中。然而,回收低密度聚乙烯在多次回收過程中,分子鏈發生斷裂與交聯,導致熔體流動指數(MFI)波動劇烈,且材料黏彈性嚴重衰減。傳統氣泡膜設備在處理此類混料時,常面臨膜泡不穩、氣泡破裂、厚度不均等缺陷,導致廢品率高達15%以上,直接衝擊生產效益與碳足跡認證的合規性。
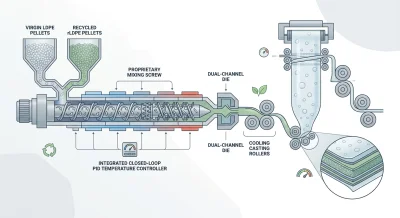
我們的解決方案立足於對高分子流變學的深度理解。針對rLDPE的加工特性,我們在3–5層高速氣泡膜機、七層高速氣泡膜機及兩層高速氣泡膜機等機型中,導入專利設計的混煉螺桿幾何結構。此螺桿採用分段式屏障螺紋與動態混合元件,能在低剪切條件下實現回收料與原生料的均勻同質化,有效抑制因MFI差異造成的熔體分層現象。同時,透過精密的感應式加熱與多區PID溫控系統,將熔體溫度波動控制在±1.5°C以內,確保rLDPE在黏度低谷時仍能維持穩定的拉伸流變行為。
針對中等產能需求的3–5層中速氣泡膜機與兩層中速氣泡膜機,我們搭載了改良式氣環冷卻系統與自動膜泡穩定器。該系統能根據rLDPE混料的實際結晶速率,動態調節冷風流量與風壓分佈,徹底解決因回收料結晶度不均導致的氣泡橫向搖擺問題。此外,兩層低速氣泡膜機與3–5層低速氣泡膜機則針對小批量、多品種的回收料加工場景,配備了獨立驅動的牽引輥與張力閉環控制,即使處理高比例(70%以上)rLDPE混料,也能維持氣泡均勻度CV值小於3%。
價值轉化層面,這些技術突破為採購商帶來三大直接效益:首先,廢品率從傳統設備的12-15%驟降至2%以下,每噸成品節省原料成本約180-250歐元;其次,設備對rLDPE的容忍度從行業平均的30%提升至80%,使客戶能靈活因應不同地區法規的回收含量要求;最後,經由穩定加工獲得的高品質氣泡膜,其落錘衝擊強度與抗穿刺性能均符合ISTA運輸包裝標準,大幅降低終端客戶的退貨索賠風險。在CBAM碳關稅每噸約60-100歐元的背景下,採用我們設備的工廠已成功取得ISO 14067產品碳足跡認證,獲得進入歐盟高端市場的綠色通行證。