大型氣泡膜製造設備安裝前置廠房基礎設施需求:電力、氣源与循環水
2026-05-18
在全球化包裝材料供應鏈中,氣泡膜因其卓越的緩衝性能與輕量化特性,已成為電子商務、精密儀器運輸及農用保溫領域不可或缺的基礎材料。然而,多數採購商在引進兩層低速氣泡膜機、兩層高速氣泡膜機、兩層中速氣泡膜機乃至七層高速氣泡膜機等先進設備時,往往低估了廠房基礎設施的技術門檻,導致安裝延宕、能耗異常與產品缺陷率飆升。
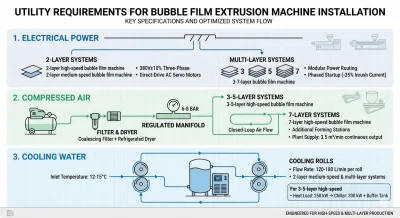
首先,針對電力系統的需求,無論是3–5層中速氣泡膜機或七層高速氣泡膜機,其核心熔融擠出單元均需依靠三相交流電驅動高扭矩螺桿進行聚合物塑化。基礎設施必須提供穩定且無諧波干擾的電源,電壓波動範圍需嚴格控制在±5%以內。尤其是兩層高速氣泡膜機與3–5層高速氣泡膜機,其主電機功率常達150–300kW,若變壓器容量不足或線路壓降過大,將直接導致熔融溫度不穩定,造成氣泡膜厚度偏差與表層晶點問題。建議採購商在規劃階段即配置專用配電櫃,並預留未來擴充七層高速氣泡膜機的冗餘容量。
其次,氣源系統的設計直接關乎氣泡成型的均勻性。氣泡膜的核心製程在於透過真空成型輥與壓縮空氣的協同作用,使熔融膜在模頭後方形成規律的半球狀氣室。對於兩層低速氣泡膜機與3–5層低速氣泡膜機,其氣動系統工作壓力通常為0.6–0.8 MPa,但真正影響良率的關鍵在於氣源的乾燥度與瞬間流量穩定性。水分或油霧若進入氣動閥島,會導致真空吸附不均,使氣泡高度差異超過10%。而兩層中速氣泡膜機及3–5層中速氣泡膜機在生產高透氣性氣泡膜時,更需配置變頻控制的螺桿式空壓機,搭配冷凍式乾燥機與精密過濾器,確保露點溫度低於-40°C。對於追求極致產能之3–5層高速氣泡膜機與七層高速氣泡膜機,則強烈建議採用無油渦卷式空壓機,以避免任何微量油氣對食品級或醫療級氣泡膜造成污染。
最後,循環水冷卻系統是支撐設備連續穩定運行的命脈。氣泡膜從模頭擠出後,必須在0.5–2秒內通過水冷卻定型,氣泡才能快速固化以維持立體結構。傳統空冷方式因效率不足,已無法滿足兩層高速氣泡膜機或七層高速氣泡膜機每分鐘30–60米的線速度需求。基礎設施應採用閉式循環冷卻塔,配合板式換熱器與變頻水泵,將冷卻水溫度恆定控制在8–15°C,流量則依設備規格配置至每小時80–200噸。筆者曾協助某東南亞客戶整改其3–5層中速氣泡膜機的循環水系統,將原開式水池更換為封閉式冷卻塔後,不僅氣泡膜廢料率從8%驟降至1.5%,更延長了真空成型輥的壽命週期達40%。
總結而言,採購商在評估兩層低速氣泡膜機至七層高速氣泡膜機等設備時,應將廠房基礎設施視為投資總成本的核心組成。穩定的三相電力、潔淨且瞬時反應的壓縮空氣、以及精確控溫的循環水系統,三者缺一不可。唯有透過前期的技術規範落實,才能充分釋放設備的潛在產能,從而在激烈的市場競爭中建立品質壁壘。