Causes and Quick Fixes for Output Pulsing in a Stretch Film Extrusion Machines
2026-07-01
Maximizing throughput while maintaining flawless film quality is the ultimate goal in industrial packaging. However, many film producers face a common, costly roadblock: output pulsing. This phenomenon causes irregular material flow during production, creating thin spots, roll gauge bands, and frequent film breakage.
Understanding the root causes of this instability and implementing modern engineering solutions allows manufacturing plants to transform a volatile extrusion line into a highly profitable, automated operation.
The Hidden Cost of Output Pulsing in Stretch Film Production
Output pulsing refers to cyclical fluctuations in melt pressure and volumetric flow rate at the extrusion die. In high-speed stretch film production, even minor pressure variations lead to noticeable gauge inconsistencies. When the polymer flow pulses, the film alternates between thick and thin sections across the web.
Traditional manufacturing setups often rely on manual interventions to handle these bottlenecks. Operators frequently adjust barrel temperatures or manually tweak screw speeds to stabilize a surging line. While these quick fixes offer temporary relief for immediate production issues, they fail to address the underlying mechanical and thermodynamic issues.
Relying on manual corrections leads to severe operational drawbacks:
- Higher scrap rates due to out-of-spec film thickness.
- Frequent web breaks on the rewinder, which increases downtime.
- Elevated material waste during startup and product changeovers.
Output pulsing in stretch film extrusion machines typically stems from three main areas
Thermodynamic Imbalance in the Plasticizing Zone
Unstable solid bed breakup inside the extruder barrel is a leading cause of pressure surging. If the heating zones do not melt the polymer pellets at a uniform rate, unmelted solids can clog the screw channels. This restriction creates a temporary pressure buildup, followed by a sudden surge of molten material when the blockage clears.
Bulk Density and Feed Throat Variations
Inconsistent raw material feeding also triggers output pulsing. Variations in regrind ratios, pellet sizes, or bulk density can alter how the screw takes in material. Without precise feed control, the screw channels fill unevenly, sending pressure waves down the length of the barrel.
Upstream Mechanical Wear
Over time, friction wears down the screw flights and barrel walls. This increased clearance allows the molten polymer to flow backward over the screw flights—a phenomenon known as backflow or leakage flow. This loss of positive displacement degrades the pumping efficiency of the screw and causes rhythmic pressure drops.
Transforming Equipment with Adaptive Temperature and Feed Control
Modern, fully automatic stretch film extrusion machines use advanced hardware and closed-loop software to correct these raw material inconsistencies in real time. Upgrading these critical components eliminates output pulsing at the source.
Next-Gen Infrared Heating with Adaptive PID Controls
Traditional extrusion lines rely on conventional mica or ceramic resistance bands, which suffer from severe thermal inertia. This lag causes constant temperature overshoots and undershoots, directly triggering viscosity shifts and output pulsing. Modern Stretch Film Extrusion Machines resolve this bottleneck by integrating advanced Infrared Heating Devices paired with adaptive PID algorithms. Infrared heating delivers instant thermal transfer and penetrates deep into the polymer core without heat retention delay. This allows the automated control system to micro-adjust heat zones in real-time, maintaining a flawless melt temperature and completely stabilizing the polymer flow.

Servo-Driven Smart Feeding Systems
Volumetric feeding cannot adapt to changing material densities, such as when mixing virgin resin with fluffy internal regrind. Modern lines replace these setups with gravimetric, servo-driven feed systems. These systems monitor the precise weight-per-hour entering the extruder. If a change in bulk density occurs, the servo motor instantly adjusts the screw speed to keep the mass flow constant, ensuring a steady output.
Eliminating Pressure Waves with Melt Pump Decoupling
For high-performance packaging applications, managing the extruder screw is only half the battle. To achieve extreme gauge precision, advanced 5-layer stretch film extrusion machines utilize dedicated melt pumps for each layer of the co-extrusion block.
The Role of a Melt Pump Barrier
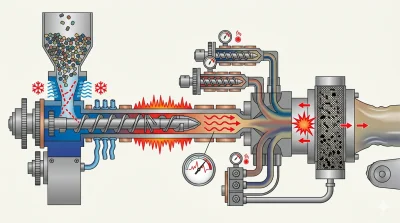
A melt pump is a positive-displacement device consisting of two counter-rotating gears. Positioned between the extruder and the co-extrusion die, it acts as a pressure-decoupling barrier. The extruder's primary job shifts from building die pressure to simply melting and delivering the polymer to the pump inlet.
Complete Isolation of Upstream Surges
Even if the screw experiences minor feeding or melting instability, the melt pump absorbs these pressure waves on its inlet side. The gear teeth trap precise volumes of molten plastic and deliver a perfectly uniform, pulse-free polymer flow to the die. Because the output rate depends strictly on the pump's rotational speed, downstream pressure remains completely flat, ensuring uniform film thickness.
Measurable ROI: The Benefits of Automated Co-Extrusion Solutions
Integrating adaptive controls and dedicated melt pumps into a unified stretch film extrusion machine yields significant, measurable performance gains for film manufacturers.
Unmatched Gauge Precision
By systematically isolating and eliminating extrusion variables, film producers can reduce gauge variation by up to 65%. Eliminating thick and thin spots allows operators to down-gauge the film safely. Manufacturers can produce thinner, higher-strength stretch wraps that use less resin while delivering superior puncture resistance and load-holding power.
Maximized Production Uptime
A stable extrusion process directly reduces mechanical stress and material failures. Eliminating output surges lowers the risk of bubble drops or web tears on cast film chill rolls. On average, upgrading to an integrated, automated extrusion system increases overall line uptime by 12% to 18%. Fewer emergency stops mean lower labor costs, reduced component wear, and a safer working environment.
Optimized Material Circularity
Modern packaging standards demand the integration of post-industrial or post-consumer recycled (PCR) content. Recycled resins often exhibit volatile melt flow indexes (MFI), which traditionally trigger severe output pulsing. The combination of adaptive PID heating and melt pump decoupling allows modern machines to process recycled materials smoothly, keeping film quality pristine even with high regrind ratios.
Selecting the Right Automated Solution for Your Plant
Overcoming output pulsing requires moving away from manual quick fixes and adopting automated engineering. Investing in co-extrusion lines featuring adaptive controls and melt pump integration allows packaging manufacturers to protect their margins from resin price volatility and rising energy costs.
Our advanced stretch film extrusion machines are engineered to deliver maximum stability, ultra-precise gauge control, and reliable high-speed output. Whether you want to upgrade an existing cast film line or install a high-capacity 5-layer co-extrusion system, our technical team can help you select the ideal configuration for your goals.