Precautions for Using a 2-Layer Medium-Speed Bubble Film Machine
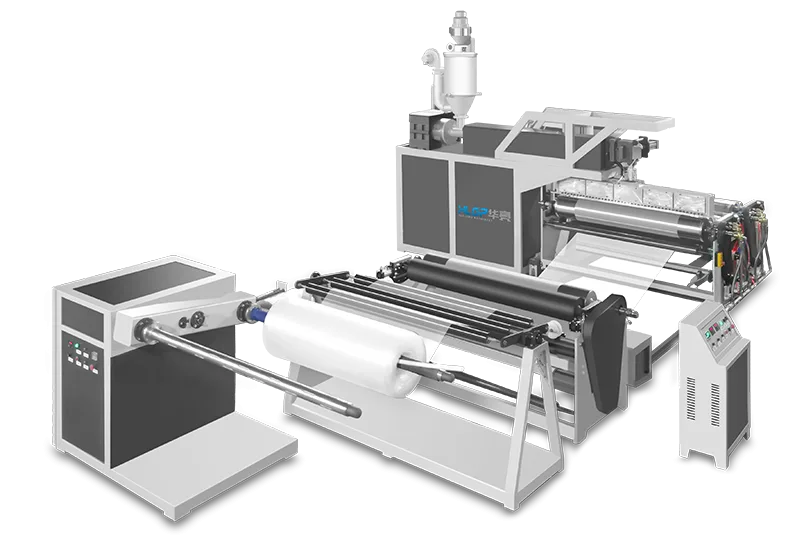
In industrial production of 2-layer medium-speed bubble film machines, stable operation depends on precise control of process parameters and mechanical system coordination. These machines typically operate within a production speed range of 60–80 meters per minute, requiring consistent control of extrusion, cooling, and winding processes to ensure stable bubble structure and uniform film quality.
Before operation, each temperature control zone of the extrusion system must be calibrated according to material specifications. Extrusion temperature zones generally operate within 160–210°C depending on polyethylene formulation and layer structure requirements. Temperature uniformity across all heating zones is essential to maintain stable melt flow and prevent fluctuations in bubble formation and film thickness. A controlled preheating process with gradual temperature increase is required to avoid thermal stress on the extrusion system.
Material preparation requires strict control of moisture content and purity. Polyethylene resins must be pre-dried to a moisture level below 0.02% to ensure stable processing behavior. In multi-layer co-extrusion systems, consistent material feeding between layers is required to maintain structural uniformity. Any variation in melt flow between layers may result in unstable bonding performance and inconsistent bubble structure.
Mechanical systems require regular inspection to maintain operational stability. The bubble forming and air distribution system must be checked to ensure uniform air delivery and stable bubble geometry. The nip roller system requires verification of alignment, surface condition, and pressure stability to ensure consistent film transport. The winding system must maintain stable tension control to prevent deformation, wrinkling, or uneven roll formation.
Electrical and transmission components, including gearboxes and drive systems, require periodic inspection to ensure stable mechanical transmission. Lubrication must be applied according to specified maintenance intervals using approved industrial lubricants to reduce mechanical wear and maintain operational efficiency.
Operational safety systems include emergency stop mechanisms, interlock protection, and lockout-tagout procedures during maintenance activities. Operators must ensure that all safety systems are functional before initiating production. Monitoring of bubble stability, film thickness consistency, and surface quality is required during continuous operation to detect process deviations at an early stage.
For long-term operation, preventive maintenance should be conducted at scheduled intervals. This includes inspection of air distribution components, replacement of pneumatic system elements when necessary, and verification of sensor calibration. Abnormal vibration, pressure fluctuation, or noise variation in drive systems should be recorded and analyzed as part of equipment condition monitoring.
Stable operation of a 2-layer medium-speed bubble film machine relies on controlled thermal management, consistent material properties, and coordinated mechanical performance. Maintaining these parameters within defined process limits ensures continuous production stability and consistent film structure quality.