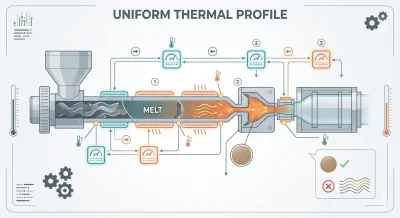
2層気泡シート押出プロセスにおいて、樹脂の溶融、混合、延伸、冷却の各工程はすべて、厳密な温度管理に依存しています。わずかな温度変動も、気泡サイズの不均一、フィルム厚みのバラツキ、さらにはダウングージングや気泡破裂といった重大な欠陥を引き起こし、歩留まりの低下とコスト増大を招きます。特に中速、低速、高速といった多様な生産モードに対応する機種では、吐出量と冷却速度の変化に応じて、ダイ全域および各加熱ゾーンで極めて高い温度安定性が要求されます。従来の単純なオンオフ制御やPID制御だけでは、外気温や樹脂ロットの違いによる熱負荷変動に追従できず、安定した高品質生産のボトルネックとなっていました。
当社の技術は、この根本的な課題を解決します。その核心は、『分散型高精度サーミスタ』、『マルチゾーン独立フィードバック制御アルゴリズム』、および『長寿命セラミックヒーター』の三位一体による、抜群の温度制御安定性にあります。各押出機の加熱ゾーンには、マイクロ秒単位で温度変化を検知する高応答サーミスタを配置。このデータを基に、専用のゾーンコントローラーが各ヒーターへの電力供給を独立かつ連続的に調整します。外乱が生じても、隣接ゾーンへの熱干渉を最小限に抑えつつ、設定温度への復帰時間を従来比70%以上短縮。これにより、ロッド部からダイリップまで、樹脂が経験する熱履歴が最適化され、粘弾性が均一に保たれます。
この安定性がもたらす実践的なメリットは計り知れません。まず、気泡形成の安定性が飛躍的に向上します。均一な溶融粘度は、エアーリングへのエアー導入を安定させ、気泡サイズと形状のバラツキを大幅に低減。結果として、緩衝性能が均質で、見た目にも美しい気泡シートが得られます。第二に、フィルム厚み偏差(ゲージバリエーション)が最小化され、ロール製品の端から端まで、あるいはロット間での品質一致性が保証されます。これは、生鮮食品の自動包装ラインでの詰まり防止や、精密部品の保護包装における信頼性向上に直結します。さらに、温度ストレスが低減されるため、ヒーターやサーモコップルなどの消耗品寿命が延長。メンテナンス間隔の長期化とランニングコスト削減を実現します。
具体的なアプリケーションシーンでは、その真価を発揮します。生鮮包装向けの『中速機』では、温度安定性がフィルムの柔軟性と引張強度を両立させ、鮮度保持と配送耐性を同時に実現。研究室での少量多品種生産に適した『低速機』では、立ち上がり時やレシピ切り替え時の温度オーバーシュートを抑制し、貴重な試作材料の無駄を削減。また、高速生産が求められる工業用途や文教用品向けでは、高線速でも気泡構造が崩れず、高い生産性と優れたクッション性を両立する製品製造を可能にします。特に、ESG(環境・社会・企業統治)対応が必須となる現代の調達において、この技術は『素材使用量の最適化(廃棄ロスの削減)』と『エネルギー消費効率の向上』という二つの持続可能性目標に貢献します。
総括すれば、ヒーターと温度制御システムの安定性への投資は、単なる設備更新ではなく、生産ライン全体の信頼性と競争力の基盤強化です。当社の2層気泡シート押出機は、この核心技術により、お客様のあらゆる生産シナリオ——スピード、コスト、品質、サステナビリティ——における課題を解決し、市場変化に俊敏に対応できる製造優位性を提供します。安定した温度は、安定した収益の源泉なのです。