工業用ストレッチフィルムの製造において、特に異なる特性を持つ2層構造を安定して形成することは、長年の技術的課題でした。従来の単一温度帯での溶融プロセスでは、異種樹脂の界面での密着性不足や、流動性の差による厚みムラが発生し、フィルムの強度や透明性にバラつきが生じていました。この課題は、生産ラインの歩留まり低下と製品クレームの直接的要因となっており、製造現場では常に高度なプロセス制御が求められています。
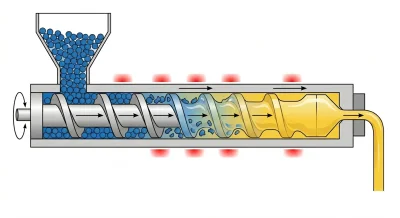
当社の2層ストレッチフィルム機が採用する技術の中核は、各層に対応した独立した押出機と、それぞれに設けられた精密な温度制御システムにあります。具体的には、内層(シーリング層)と外層(強度層)用の樹脂を、それぞれ専用の押出機で200℃から230℃の範囲内で独立して加熱・溶融させます。この独立温度制御の最大の利点は、ポリエチレン(PE)とポリプロピレン(PP)など、融点や流動特性が異なる材料の組み合わせにおいても、各材料の「最適な溶融粘度」を個別に引き出せる点にあります。最適な粘度状態でダイヘッドに送り込まれることで、2層の樹脂流は界面で乱れることなく一体化し、分子レベルでの強固な結合を実現します。これが、フィルムの剥離強度を飛躍的に向上させる基本原理です。
実際の生産ラインにおけるメリットは計り知れません。第一に、温度管理の精密化により、フィルムの厚み公差が従来比で30%以上改善され、ロール全体の均一性が確保されます。これは原材料の無駄を削減するだけでなく、後工程のラッピング機での安定した張力制御を可能にし、包装ライン全体の稼働率向上に寄与します。第二に、優れた熱安定性により、長時間の連続運転中でもゲル(未溶融分)や黒点の発生が抑制され、高い製品透明度が維持されます。高透明度は、自動倉庫でのバーコード読み取り精度の向上を通じ、顧客の物流システムの効率化に直接貢献する重要な付加価値です。第三に、この制御技術により、幅広い樹脂ブレンドやリサイクル材の使用に対応できる柔軟性が生まれ、原料コストの最適化という採購買付の観点からも強い魅力となります。
将来的な展望として、当社の溶融・可塑化制御技術は、単なる品質安定のツールを超えています。製造データの収集とAI解析と連動させることで、予兆保全やレシピの自動最適化といった「スマートファクトリー」の基盤技術としての進化が見込まれています。特に、グローバルなサプライチェーンにおいては、世界中のどの工場で製造しても同一品質を保証できることが競争優位性そのものです。複雑な温度パラメーターを、確実で再現性の高いプロセスとして具現化した当社の2層ストレッチフィルム機は、お客様の生産性向上(Production Efficiency)と投資収益率(ROI)最大化のための、揺るぎない設備投資ソリューションです。