3層構造のストレッチフィルム製造機(stretch film making machine)において、フィルム品質の安定性を左右する最も重要な要素は、各層における独立した溶融・可塑化プロセスの温度制御です。
特に3層共押出ラインでは、正確な温度管理がフィルムの強度、透明性、そして安定した性能を決定します。
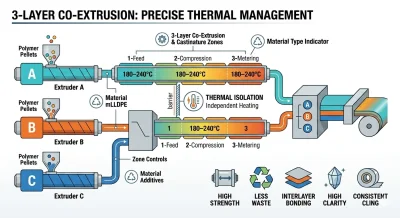
3層押出における独立温度制御
3層ストレッチフィルムラインでは、3台の独立押出機が使用され、それぞれに独立した加熱システムが搭載されています。
主な特徴:
- 各層ごとに独立した加熱ゾーンを持つ
- ポリマー材料に応じて温度を個別調整
- 層間での熱干渉がない構造
この設計により、各層は最適な溶融状態で処理され、他の層の影響を受けません。
一般的な加工温度範囲(180~240℃)
多くのストレッチフィルム製造機では、押出温度は**180~240℃**の範囲で精密に制御されます。
材料別の傾向:
- LLDPE:安定した流動性を確保する低〜中温域
- mLLDPE:強度向上のためやや高めの温度
- 添加剤・タッキファイヤー:劣化防止のため低せん断で制御
この温度範囲の精密制御により、以下の問題を防ぎます:
- 過熱によるポリマー劣化
- 不十分な溶融による不均一性
- 粘度の不安定化
温度分離の重要性
各押出機の温度を独立管理することで、以下が実現されます:
- 各層の安定したメルトフローインデックス(MFI)
- 均一な粘度分布
- 強固な層間接着性
- フィルム破断リスクの低減
熱干渉を排除することで、安定した可塑化品質が確保されます。
精密温度制御による生産メリット
温度管理が最適化されることで、製造現場では以下の効果が得られます:
- フィルム強度の安定化
- 廃材・不良品の削減
- ライン停止の低減
- 透明性と外観品質の向上
- クラング性能の安定化
結果として、生産効率とコスト競争力が大幅に向上します。
結論
3層ストレッチフィルム製造機における成功の鍵は、独立した溶融・可塑化と精密な温度制御にあります。
180~240℃の範囲で各層を独立制御することで、安定した溶融状態と高品質なフィルム構造を実現し、長期的な生産安定性を確保できます。