周囲温度がストレッチフィルム製膜機に与える影響と季節ごとの調整方法
2026-07-02
現代の包装製造において、ストレッチフィルム製膜機は、製品の均一性、高速生産、多層フィルム性能を年間を通じて安定させることが求められる、ますます過酷な条件下で稼働している。外部影響因子の中でも、周囲温度は最も過小評価されがちでありながら、技術的に極めて重要な変数の一つである。生産ラインが2層ストレッチフィルム製造機、3層ストレッチフィルム機、または高性能な5層ストレッチフィルム製造機のいずれを稼働させている場合でも、季節的な温度変動はポリマーの溶融挙動、冷却効率、そして最終的なフィルム品質に直接影響を及ぼす。
フィルム押出成形における核心プロセス変数としての周囲温度
ストレッチフィルム生産において、押出成形プロセスは、溶融温度、ダイの安定性、冷却条件の微妙なバランスによって制御される。ポリマー溶融体がダイを出ると、結晶化が始まる制御された冷却ゾーンに入る。周囲の環境温度は、フィルム表面から熱がどの程度効率的に除去されるかに直接影響し、それが最終的な分子構造を決定する。
生産環境が安定していれば、ストレッチフィルム製膜機は一貫した結晶化速度を維持し、均一なフィルム層を生産できる。しかし、実際の産業現場では、季節変動により継続的な熱的不安定性が生じる。冬季の条件下では、設計想定を超えて冷却が促進され、夏季の条件下では冷却効率が低下し、固化プロセスが阻害される。どちらのシナリオも、製品性能に直接影響を与える構造的不均一性を引き起こす。
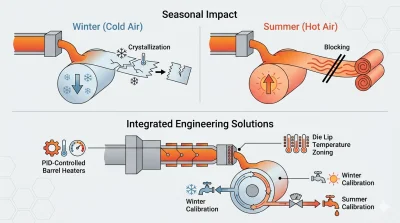
冬季の課題:急速冷却とフィルム脆性の増加
寒冷期には、特に高度な空調制御システムを持たない地域では、生産施設内の周囲温度が大幅に低下する可能性がある。この環境変化により、チルロール表面での放熱が促進され、ポリマー溶融体が急速に固化する。
冷却が過度に速くなると、結晶化が過度に進行する。ポリマー鎖は適切な配向が達成される前に移動性を失い、その結果、意図されたものよりも硬く脆いフィルム構造となる。これは破断伸びに直接影響を及ぼし、延伸および包装操作中に機械的応力に耐えるフィルムの能力を低下させる。
2層ストレッチフィルム製造機や3層ストレッチフィルム機では、この問題は高速の巻き出しおよび巻取りサイクル中に特に顕著になる。脆いフィルム構造は、ウェブ破断、張力不安定性、生産中断のリスクを高める。これらの不具合は生産効率を低下させるだけでなく、材料廃棄とダウンタイムも増加させる。
さらに、フィルム幅全体での不均一な冷却は、不均一な結晶化を引き起こし、厚みばらつきを増幅させ、全体的なフィルム品質の均一性を低下させる。
夏季の課題:冷却不足と表面不安定性
対照的に、夏季の高温環境は全く異なる一連の加工課題を引き起こす。生産環境が高温になりすぎると、溶融ポリマーとチルロール表面との間の温度勾配が減少する。その結果、熱伝達効率が低下し、フィルムの固化に時間がかかる。
この冷却不足の状態は、巻取り初期段階において柔らかく不安定なフィルム構造をもたらす。最も一般的な結果の一つは粘着性の増加であり、タッキファイヤーなどのポリマー添加剤が表面に移行しやすくなる。これにより、巻取ロールの層間に過剰な接着が生じ、一般にロールブロッキングとして知られる状態を引き起こす。
高速で稼働する全自動ストレッチフィルム製造機では、ロールブロッキングは、ロール分離不良、エッジ変形、不均一なロール形状などの深刻な後工程の問題を引き起こす可能性がある。これらの欠陥は製品の外観品質を低下させるだけでなく、包装および輸送中の取り扱い困難を生じさせる。
夏季の運転におけるもう一つの重要な問題は、エッジ不安定性である。冷却が均一でないため、フィルムの端部が中央部よりも柔らかいままとなり、巻取りおよび保管中に変形を引き起こす。

従来の温度制御方法の限界
多くの従来の生産環境では、温度制御は依然として手動調整とオペレーターの経験に大きく依存している。経験豊富な技術者はわずかな変動を補償できるが、手動システムは継続的な環境変動に動的に対応することはできない。
従来のストレッチフィルム製膜機では、季節の移行期に頻繁なパラメータ調整が必要となることが多い。これは生産中断、フィルム品質の不均一性、熟練オペレーターへの依存度の増加につながる。3層や5層のストレッチフィルム製造機などの多層システムでは、複数のポリマー層間の粘度差をバランスさせる必要があるため、手動調整はさらに複雑になる。
さらに、自動的な熱補償がない場合、エネルギー消費は大きく変動する傾向がある。冬季の過剰な加熱と夏季の過剰な冷却は、どちらも全体的なエネルギー効率を低下させ、運用コストを増加させる。
季節的な熱安定性のためのエンジニアリングソリューション
現代のストレッチフィルム製膜機は、環境変動を積極的に補償する統合型熱管理システムを備えて設計されている。これらのシステムは、自動制御ロジックと精密な機械設計を組み合わせ、年間を通じて安定した加工条件を維持する。
使用される主要技術の一つが、PIDベースの温度制御である。プロセスフィードバックを継続的に監視することにより、システムは周囲温度の変化に関係なく、安定した溶融粘度を維持するようにバレルおよびスクリューの加熱ゾーンを調整する。これにより、変動する外部条件下でもポリマーの流動が一定に保たれる。
もう一つの重要な改善点は、ダイリップの温度ゾーニングである。ダイを複数の独立して制御される加熱ゾーンに分割することにより、最新システムは押出成形の最終段階でポリマー流動分布を微調整できる。これにより、厚みばらつきが低減され、多層フィルム構造における層均一性が向上する。
冷却システムの最適化も同様に重要である。冬季の条件下では、チルロールの水流量を低減することで過冷却を防ぎ、フィルムの柔軟性維持に役立つ。夏季の条件下では、水循環を増加させることで熱除去効率が向上し、適切なフィルム固化に必要な温度勾配が回復される。この適応型冷却戦略により、全季節を通じて安定した結晶化挙動が保証される。
最新システムはまた、HMIベースの制御インターフェースと完全自動制御モジュールを統合している。半自動ストレッチフィルム製造機では、オペレーターは直感的なダッシュボードを通じて手動でパラメータを調整できる。全自動システムでは、季節補償はリアルタイムの環境データに基づいて自動的に実行され、人的介入を最小限に抑え、運用ミスを低減する。
季節調整システムの性能上の利点
適応型熱制御システムの統合は、製品品質と生産効率の両方に大幅な改善をもたらす。最も重要な利点の一つは、厚み均一性の向上である。極端な季節的な温度差が存在する場合でも、最新の多層システムはフィルム幅全体にわたって非常に安定した厚み分布を維持できる。
引張強度の均一性も大幅に向上する。3層ストレッチフィルム機では、機械的特性のばらつきを非常に低いレベルに低減でき、高い積載安定性と延伸耐性を必要とする包装用途において信頼性の高い性能を保証する。
もう一つの大きな利点は、スクラップ率の低減である。安定した冷却と溶融条件を維持することにより、生産ラインは起動、停止、および季節の移行期における欠陥を最小限に抑えることができる。これは材料廃棄を直接的に削減し、全体的な収益性を向上させる。
運用の観点からは、自動化された季節調整システムは設備の稼働率も向上させる。全自動ストレッチフィルム製造機は、頻繁な手動再調整なしで連続運転が可能であり、大量生産の産業環境に理想的である。
環境適応性が現代の押出成形性能を定義する
周囲温度はもはや産業用フィルム生産における二次的な環境要因ではない。それは結晶化挙動、分子構造、最終フィルム性能に直接影響を与える核心的なプロセス変数である。適切な制御がなければ、季節変動は製品品質と生産効率の両方に重大な不安定性をもたらす可能性がある。
現代のストレッチフィルム製膜機は、統合型熱補償システム、適応型冷却制御、およびインテリジェントオートメーションを通じてこの課題に取り組む。冬季の低温環境でも夏季の高温環境でも、これらのシステムは安定した性能、一貫したフィルム品質、最適化された生産出力を保証する。
高性能包装材料への需要が高まり続ける中、環境適応性は次世代ストレッチフィルム押出成形技術を評価するための重要なベンチマークであり続けるだろう。