Trong ngành sản xuất màng thổi, việc kiểm soát dung sai độ dày màng luôn là thách thức lớn nhất đối với các nhà máy. Các phương pháp căn chỉnh thủ công truyền thống không chỉ tiêu tốn thời gian mà còn gây ra tỷ lệ phế phẩm cao, đặc biệt trên các dây chuyền máy 2 lớp tốc độ thấp, 2 lớp tốc độ trung bình hay 3-5 lớp tốc độ cao. Công nghệ bulông giãn nở nhiệt ra đời như một giải pháp cách mạng, giải quyết triệt để vấn đề này.
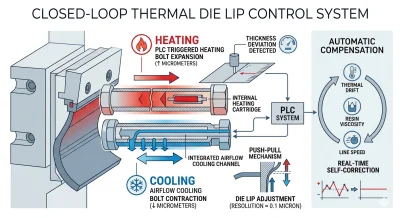
Nguyên lý hoạt động của bulông giãn nở nhiệt dựa trên sự giãn nở dọc được kiểm soát chính xác bằng nhiệt. Mỗi bulông được tích hợp bộ gia nhiệt và hệ thống làm mát vi mô. Khi nhiệt độ tăng, bulông giãn ra, đẩy môi khuôn lại gần nhau, làm giảm khe hở. Ngược lại, khi làm mát, bulông co lại, mở rộng khe hở. Hệ thống tự động này thay thế hoàn toàn việc điều chỉnh thủ công bằng cờ-lê, giúp duy trì độ đồng nhất màng ở mức ±1% ngay cả khi tốc độ sản xuất đạt 300 m/phút trên máy 7 lớp tốc độ cao hay 5 lớp tốc độ cao.
Ứng dụng thực tế cho thấy, trên các dòng máy như 2 lớp tốc độ cao, 3-5 lớp tốc độ trung bình, 5 lớp hay 3 lớp cuộn màng, công nghệ này giảm thời gian chuyển đổi sản phẩm từ 45 phút xuống còn 5 phút, tăng hiệu suất sử dụng thiết bị (OEE) lên 15-20%. Đặc biệt, với máy 2 lớp và 3-5 lớp tốc độ thấp, bulông giãn nở nhiệt giúp giảm lãng phí nguyên liệu đầu vào đến 12%, mang lại ROI chỉ sau 6 tháng vận hành. Các nhà máy sản xuất màng bọc nông nghiệp, màng bảo vệ công nghiệp trên máy 3 lớp cuộn màng tốc độ trung bình đã ghi nhận giảm chi phí bảo trì định kỳ vì không cần thay thế các bộ phận cơ khí chịu mài mòn.
Về mặt chiến lược, việc đầu tư vào công nghệ bulông giãn nở nhiệt trên đầu khuôn tự động không chỉ nâng cao chất lượng sản phẩm mà còn khẳng định vị thế cạnh tranh trên thị trường xuất khẩu. Khi các nhà nhập khẩu châu Âu và Bắc Mỹ ngày càng khắt khe về tiêu chuẩn dung sai, máy móc được trang bị hệ thống này (như máy 7 lớp tốc độ cao, 5 lớp tốc độ cao, 3-5 lớp tốc độ cao) sẽ là lợi thế khác biệt. Xu hướng tương lai là tích hợp AI để tối ưu nhiệt độ giãn nở theo từng loại nhựa PP, PE hay PA, giúp nhà máy chủ động hơn trong sản xuất màng đa lớp phức hợp.