A seleção de uma linha de extrusão para filme plástico bolha, seja ela de 2 camadas de baixa velocidade ou uma sofisticada linha de 7 camadas de alta velocidade, transcende a simples análise de especificações. Para o comprador industrial experiente, a compreensão da relação prática entre a largura da matriz (Largura da Matriz) e a largura útil efetiva do filme (Largura Útil) é um indicador fundamental de eficiência e retorno sobre o investimento. O fenômeno do 'neck-in' (estreitamento) e a necessidade de corte de bordas são fatores intrínsecos ao processo de extrusão que, se não forem geridos com expertise, convertem matéria-prima diretamente em custo, comprometendo a competitividade em setores exigentes como embalagem para eletrônicos, instrumentos médicos ou produtos frágeis.
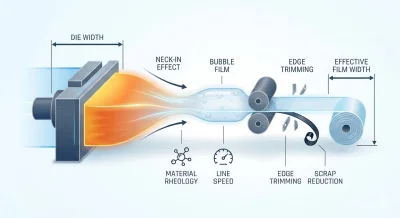
A física do processo é clara: ao sair da matriz circular, o polímero fundido sofre uma redução em sua largura devido a forças de tração e tensão superficial, um efeito reológico conhecido como 'neck-in'. Consequentemente, as bordas do tubo de filme apresentam-se mais espessas e irregularmente resfriadas, tornando-se imprestáveis para a produção final. Estas bordas devem ser removidas por sistemas de corte de alta precisão para se obter uma bobina uniforme e comercializável. Portanto, a largura útil é sempre menor que a largura nominal da matriz. A magnitude dessa diferença não é fixa; ela é uma variável dinâmica influenciada pela velocidade de extrusão, taxa de tração, temperatura do fundido e propriedades do material (como índice de fluidez - MFI). Em uma máquina de 2 camadas de baixa velocidade, o controle é mais manual e a perda por borda pode ser significativa se os parâmetros não forem otimizados. Já em linhas de 3-5 ou 7 camadas de alta velocidade, o sistema de controle automatizado e o design avançado da matriz são cruciais para minimizar o 'neck-in' e maximizar a largura útil, otimizando cada quilograma de resina.
O impacto no ROI do comprador é direto e mensurável. Uma máquina cujo projeto incorpore previsões precisas sobre a largura útil oferece: 1) Maior aproveitamento de matéria-prima, reduzindo o custo por metro quadrado de filme produzido; 2) Maior flexibilidade para atender a diferentes larguras de produto final sem a necessidade de trocar a matriz, simplesmente ajustando parâmetros de tração e corte; e 3) Melhor consistência dimensional, que é crítica em aplicações de alto valor agregado. Por exemplo, na proteção de componentes eletrônicos ou instrumentos de precisão, um filme com bordas mal cortadas ou largura inconsistente pode falhar em sua função primária, resultando em danos e perdas financeiras muito superiores ao custo da embalagem. Da mesma forma, em aplicações de sustentabilidade, como embalagem para produtos frescos ou uso em ambientes de laboratório, maximizar a largura útil significa menor desperdício plástico e uma pegada ambiental reduzida, um poderoso argumento de venda para seus próprios clientes.
Como especialista com duas décadas de experiência, a recomendação final para a seleção de equipamentos (máquina de 2 camadas de média velocidade, linha de 3-5 camadas de alta velocidade, etc.) deve sempre incluir uma análise técnica profunda destas perdas intrínsecas ao processo. Pergunte ao fabricante não apenas pela largura da matriz, mas pelos dados reais de largura útil em diferentes velocidades e para os materiais que você pretende utilizar (LDPE, LLDPE, misturas). Solicite curvas de desempenho que relacionem a velocidade da linha com a porcentagem de perda de borda. Um fornecedor de verdadeira expertise será capaz de fornecer estes dados e demonstrar como o design da sua matriz e o sistema de controle de tração/corte são otimizados para entregar o máximo de produto vendável a partir de cada investimento em capital e matéria-prima. Esta é a verdadeira 'beleza industrial' que se traduz em vantagem competitiva duradoura no mercado global de embalagens protetoras.