技術百科事典

5層ストレッチフィルム成形機の独立多区間溶融制御システム
従来の5層フィルム成形における溶融ムラは、フィッシュアイや厚みバラつきを生み、製品強度と包装信頼性を損なう根源的な課題でした。弊社の「独立多区間溶融制御システム」は、この核心的課題をPID熱プロファイリングによる極精密温度管理で根絶。各溶融ゾーンを180°Cから250°Cの範...

5層ストレッチフィルム成形機用多層共押出装置
従来の単層フィルムでは限界があった強度とコスト効率を、多層共押出技術が革新します。精密な5層構造の制御により、破れにくさと高い粘着性を両立し、ロス率を大幅に削減。高...
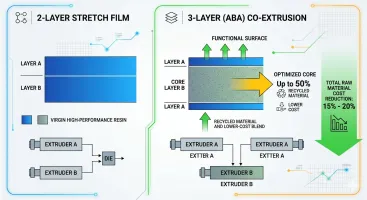
ストレッチフィルム成形機の原料コスト比較:2層と3層の違い
3層共押出(ABA)ストレッチフィルム成形機は、原料コストを15~20%削減する革新的ソリューションです。高性能外層と低コストコア層の組み合わせにより、材料利用効率を最大化し、製造原価を大幅に圧縮します。この技術は...

ストレッチフィルム成形機で製造された2層と3層フィルムの最大延伸倍率の違い
産業用ストレッチフィルムの性能を決定づける最大延伸倍率。2層フィルムの200-300%に対し、3層フィルムは300-400%を実現します。この劇的な差は、高度な共押出技術によって設計されたコア層から生まれ...

ストレッチフィルム成形機で製造された2層と3層フィルムの耐突刺性の違い
ストレッチフィルム成形機の多層共押出技術は、荷崩れ防止を劇的に最適化します。2層フィルムと比較して、3層構造は特殊なコア層により耐突刺性が30-50%向上。鋭利な角を持つ産業貨物の固定において、破損リスクを大幅に低減し、包装コストと物流ロスを削減します…

2層と3層のストレッチフィルム成形機で生産されるフィルムの構造的違い
本稿では、2層と3層ストレッチフィルム成形機の根本的な構造の違いと、それが包装工程の効率性、製品保護性能、及び総合コストに与える決定的な影響を詳細に解説します。特に、3層ABC構造がもたらす強靭性と高い引張回復特性は、物流コスト削減とダメージ率低減という形で明確な投資対効果を生み出します…

ストレッチフィルム成形機における多層共押出装置
産業用ストレッチフィルムの性能を根本から進化させる多層共押出技術。高精度共有ダイにより、粘着層、耐突刺性コア層、高弾性層を一体成型し、従来の単層フィルムでは実現不可能な包装効率と製品保護を同時に達成します。この技術は…

ストレッチフィルム成形機のエッジトリミングと巻き取り機能
3層共積ストレッチフィルムの生産において、フィルム幅の不均一やエッジ巻き込みは歩留まり低下とライン停止の主要因です。本技術は、光学センサーとサーボ制御を統合した高精度エッジトリミングシステムにより、この課題を...

ストレッチフィルム成形機の引き取り・延伸機能
ストレッチフィルム製造における引き取り・延伸ユニットは、高精度ローラー群と制御システムにより、フィルムを最大350%まで均一に延伸します。このプロセスは、フィルムの引張強度、耐突刺性を飛躍的に向上させ、材料コストを削減し...

3層ストレッチフィルム成形機用オンライン厚み測定システム
3層ストレッチフィルム製造における最大の課題、フィルム厚みのバラつきによる歩留まり低下。当システムは非接触X線/赤外線センサーによるリアルタイム計測とクローズドループ制御で、ダイギャップを自動調整し…