多層ストレッチフィルム製膜機の構造および技術的分析
2026-07-01
グローバルな物流・倉庫業務では、フィルム消費量を削減しつつ、荷崩れ防止性を最大化する高性能包装材料が求められる。電子商取引の急拡大と自動化された配送ネットワークの普及は、標準的なストレッチ包装に深刻な課題をもたらしている。高速オービトラップ方式では、パレットの鋭角な角部にフィルムが接触すると裂けや破断が頻発し、出荷遅延や製品損傷の重大な原因となる。
従来の単層ブローンフィルムまたはキャストフィルムでは、延伸性と耐引裂性の両立が困難であることが多い。標準的な単層押出成形プロファイルは、耐突刺強度と表面タック性を同時に発現する構造的設計を備えていない。フィルム厚みを増して耐引裂性を高めようとすると、材料重量、輸送質量、プラスチック使用コストが意図せず増加する。この物理的限界により、分子レベルでポリマーの配置を制御できる設備に対する産業上の緊急ニーズが生じている。
多層共押出技術——特に、2層、3層、5層ストレッチフィルム製造機によって精密に設計される——は、フィルム構造を微視的レベルで最適化することで、これらの性能上のギャップに対する正確な技術的解決策を提供する。
従来の単層押出の根本的限界
従来の単層ストレッチフィルム製造機は、現代のプラスチックメーカーにとって深刻な技術的ボトルネックとなる。主な欠点は、単一押出機の構成ではフィルム断面全体にわたって個別の性能機能を分離できないことにある。適切なストレッチ粘着性を実現するには、高価な液状ポリイソブチレンタッキファイアをバルク溶融樹脂に直接添加する必要がある。この粗雑な方法は、ロールの巻き戻し時に大きな摩擦、激しい騒音、そして機械バレル内部での急速な材料劣化を引き起こす。
さらに、従来のクロスヘッド・ダイマニホールドは、ポリマー滞留時間の最適化不足と内部デッドゾーンを抱えている。高粘弾性材料を処理する際、滞留ポリマーが熱的に分解を始め、重質のカーボン析出物を溶融流れに直接放出する。これらのカーボン汚染物質は、表面ゲルスペックや光学結晶欠陥の高濃度発生源となる。これらの不具合は臨界破壊伝播ノードとして機能し、高張力下でストレッチフィルムを破断させる。
溶融配向の不均一性と不十分な熱管理は、従来の冷却アセンブリにも悪影響を及ぼす。従来の低速冷却ロールは、溶融材料グリッドから十分な速度で熱エネルギーを除去できず、過度に大きな球晶結晶成長を促進する。この粗大な粒子構造は脆いフィルムを生み出し、弾性記憶に欠け、光透過率が低く、プリストレッチ適用時にマイクロクラックが発生しやすい。
先進共押出構造と微層力学
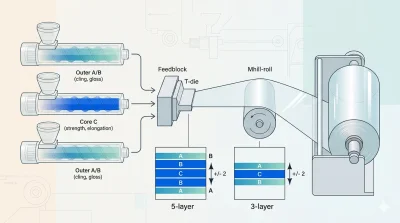
最新の5層ストレッチフィルム製造機は、異なる材料入力を独立した溶融ストリームに分離することで、これらの構造的限界を克服する。同期化されたマルチ押出機構成は、直鎖状低密度ポリエチレン (LLDPE)、メタロセンLLDPE (mLLDPE)、および特殊マスターバッチを高精度共押出フィードブロックに導入する。このシステムは、溶融ポリマーを最適化されたABCBAまたはABCDE構造マトリックスに配置し、断面機能の相乗効果を達成する。
外層は触感特性を分離するように設計されており、一方の面は高光沢粘着挙動を提供し、反対側の境界面は平滑表面滑りプロファイルを示し、隣接パレット同士の固着を防止する。内部コア層は、引張力と耐突刺性を専用に提供するために設計された、高密度メタロセン触媒樹脂構成を採用する。この分離により、粘着性添加剤の移行を封じ込め、長時間の生産運転中に機械ローラーが詰まるのを防ぐ。
均一なレオロジー流動を確保するため、共押出フィードブロックの内部流路はコンピューター最適化されたRプロファイル形状で機械加工される。この精密設計により、内部せん断抵抗が排除され、異なるポリマー溶融物が合流する層流境界が維持される。その結果、多層フィルムは過酷な応力下でも層間剥離に耐え、元の長さの350%以上延伸されても完全な材料境界を維持する。
高精度ハードウェアと自動ゲージ制御
溶融共押出材料を市販グレードのストレッチフィルムに変換するには、Tダイとキャストアセンブリに極めて高い精度が要求される。押出ダイは、表面抵抗を絶対零度まで低減する超研磨クロムメッキ内部リップを備えた、高強度鍛造合金鋼ブロックに依存する。フレキシブルダイリップは、サーマル膨張ボルトの自動化アレイと直接インターフェースし、機械全幅にわたる微小調整可能なギャップ調整を可能にする。
この複雑なキャスト工程を安定化するには、押出機バレルとダイヘッドの間に高精度溶融ギヤポンプを配置する。これらの容積式ポンプは、ペレット供給の不均一性や原料粘度変動による上流の圧力変動からダイを隔離する。一定で脈動のない容積出力を維持することで、機械はチルロールに到達する前に微層が適切な構造的完全性を維持することを保証する。
即時熱急冷は、内部多ゾーンスパイラル冷却チャンネルを備えた大径キャストチルロールアセンブリで行われる。この特殊設計により、ロール全面にわたる急速な熱抽出が確保され、ポリマー鎖を非晶質構造に固定化し、優れた光学透明性と機械的靭性をもたらす。連続的なゲージ一貫性は、非接触式オンライン厚みセンサーによって管理され、中央PLCネットワークと通信してサーマルダイボルトをリアルタイムに調整し、全体の厚み公差を±2ミクロンの厳格な限界未満に維持する。
自動巻取システムとスケーラブルソリューション
多層フィルム製造サイクルの最終段階は、押出中に達成された構造特性を維持するために巻取自動化に大きく依存する。高速・全自動ストレッチフィルム製造機は、閉ループ式センター・サーフェス張力制御によって管理される高度なデュアルステーションターレットワインダーを採用する。この構成は、エアの巻き込みや過度なロール圧縮を防止し、完成ロール同士が融着したり、保管中に変形したりすることを防ぐ。
これらの本格的な自動化ラインは、高速ロボットコアローダー、非接触ウェブスライスブレード、自動ロール排出装置を備え、毎分250メートルを超えるライン速度での連続製造を可能にする。カスタム製品バッチに焦点を当てた作業には、半自動ストレッチフィルム製造機が適応性の高い代替手段を提供する。この構成は、精密なタッチスクリーンレシピインターフェースと手動コアハンドリングを併用し、特殊な少量生産バッチにおいて優れたゲージ均一性を保証する。
2層、3層、または5層ストレッチフィルム製造機のハードウェア構成をスケーリングすることで、プラスチックメーカーは特定の市場需要に容易に対応できる。基本的な2層構成は、シンプルなコアラップ製造への経済的な道筋を提供し、3層ストレッチフィルム製造機は標準的な商業用途の信頼性の高い主力機として機能する。プレミアムな5層システムへのアップグレードは、ダウンゲージ化された超薄肉高性能フィルムの製造を可能にし、1ロールあたりのコストを抑えながら、強力なパレット保持力を提供する。
製造効率と持続可能性の向上
高性能多層ストレッチフィルム押出機への投資は、プラスチックメーカーが現代の持続可能性目標を達成しながら収益性を高めるのに役立つ。各ポリマー層を精密に制御することで、工場はコア層の高価なバージン材料を最大30%の再生ポストコンシューマー樹脂 (PCR) またはポストインダストリアルリグラインド (PIR) に置き換えることができる。高性能の外層がこれらの再生材料を隔離し、最終フィルムがプレミアムな外観、優れた延伸性、耐引裂特性を維持することを保証する。
さらに、最新の押出ラインは、高効率赤外加熱バンド、省エネAC駆動モーター、統合熱回収システムを備え、生産量1トンあたりの消費電力を大幅に削減する。原材料コストの低減、エネルギー廃棄の最小化、自動トリムリサイクルによるスクラップ率の低減を組み合わせることで、これらのシステムは迅速な投資回収を保証する。高度な共押出機械へのアップグレードは、プラスチックメーカーに強力な競争力を与え、グローバル物流市場にプレミアムな包装ソリューションを提供することを可能にする。