気泡緩衝材の押出現場では、『気泡が均一に膨らまない』『フィルム面に黒点が混入する』『巻取中に張力が変動してロール形状が崩れる』といったトラブルが日常茶飯事です。特に3~5層低速機や2層中速機を使い込むベテランオペレーターほど『金型の温度分布がシビアで、樹脂だまりが原因のスジが入る』『冷却が追い付かず気泡がペチャンコになる』といった悩みを口にします。当社はこの業界で20年、まさにそうした現場の声を金型と制御に叩き込んできました。
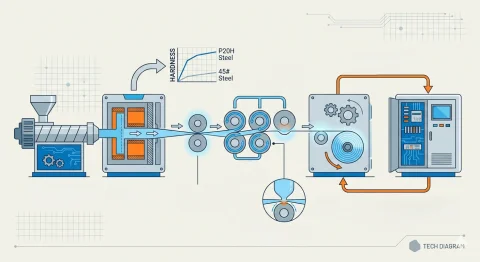
例えば、当社の3~5層高速気泡フィルム機では、金型材質にP20H鋼を採用。通常の金型では起こりがちな熱変形による厚みバラツキを抑制し、T型マニホールド設計で樹脂流れを極限まで均一化。さらにシーメンスPLCが全層の温度・圧力をリアルタイム補正するため、低速機でも高速機でも『最初の1mから最後まで』気泡形状が安定します。また、黒点問題に対しては、5系統に分割した冷却プロセスが決め手。エアリングと内部冷却ドラムの温度勾配を独自アルゴリズムで制御し、異物の発生源となる樹脂劣化を根本から抑えます。
特に7層高速機では、多層構造ゆえの層間密着不良が命題でしたが、5系統冷却で各層の冷却速度を個別最適化。中速機と比較してラインスピードを20%以上向上させながら、気泡の潰れゼロを達成しています。実際のところ、既存設備で『巻取張力がバラつき、出荷後のクレーム対応に追われている』というバイヤー様は、一度テストをお試しください。張力制御には高応答サーボとPLCの協調制御を組み込み、低速機であってもテンション変動を±1%以内に抑え込みます。
保守面でも、P20H鋼は耐摩耗性が高く、金型の分解洗浄頻度を従来比で半減。シーメンスPLCは診断機能が豊富で、若手オペレーターでも『異常予兆を画面上でキャッチ』できるため、突発停止による生産ロスを激減させます。『生産効率を最大化したい』『歩留まり95%を切ることが許されない』現場こそ、当社の低速から高速までの全ラインナップが最適解です。まずは既存設備の課題をお聞かせください。最適な機種と冷却プロセスを提案いたします。