В современной B2B-упаковочной индустрии стрейч-пленка является критически важным материалом для фиксации грузов на паллетах. Однако многие производители сталкиваются с дилеммой: высокая прочность на разрыв часто достигается за счет снижения стойкости к проколу и эластичного восстановления. В результате пленка лопается при контакте с острыми углами коробов или не возвращается в исходное состояние после растяжения, что ведет к потере груза и рекламациям. Корень проблемы — неоптимальный коэффициент механической вытяжки экструдера.
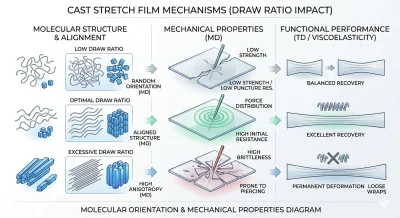
Технический принцип заключается в том, что коэффициент вытяжки (отношение скорости отбора пленки к скорости экструзии) напрямую управляет ориентацией макромолекул полимера и степенью кристалличности. При правильной вытяжке (обычно в диапазоне от 4:1 до 6:1 для машин трехслойного и пятислойного производства, например, Машина для производства трехслойной стрейч-пленки или Машина для производства пятислойной стрейч-пленки) полимерные цепи выстраиваются вдоль направления вытяжки, создавая высокую прочность на растяжение в продольном направлении. Одновременно в поперечном направлении сохраняется достаточная подвижность цепей, что обеспечивает высокую стойкость к проколу и способность к упругой деформации. Однако чрезмерное увеличение коэффициента вытяжки (свыше 8:1) вызывает сильную анизотропию: цепи становятся чрезмерно ориентированными только в одном направлении. Это резко снижает сопротивление проколу в поперечном направлении — пленка легко прорывается при боковом натяжении. Кроме того, из-за высокой кристалличности и внутренних напряжений пленка теряет способность к упругому восстановлению, переходя в режим необратимой пластической деформации. Сила эластичного восстановления падает на 30-50%, что делает пленку непригодной для многооборотной или высоконагруженной упаковки.
Практическая выгода для предприятий, использующих Полностью Автоматический Станок для Производства Стрейч-пленки или Полуавтоматический Станок для Производства Стрейч-пленки, очевидна: настройка оптимального коэффициента вытяжки позволяет гарантировать, что пленка выдерживает острые углы и неровности груза без разрывов, а после снятия нагрузки возвращается к первоначальным размерам, плотно обтягивая паллету. Это напрямую снижает расход пленки на 10-15% при той же фиксирующей силе. Для линий производства двухслойной стрейч-пленки (например, Машина для производства двухслойной стрейч-пленки) корректировка вытяжки особенно важна, так как двухслойная структура менее устойчива к анизотропии, чем пятислойная. Внедрение автоматического контроля коэффициента вытяжки на базе ПЛК и датчиков толщины позволяет оперативно адаптировать параметры под конкретный тип сырья и требования заказчика, минимизируя брак.
Отраслевые тренды показывают, что к 2026 году более 70% новых линий по производству стрейч-пленки будут оснащены системами активного регулирования коэффициента вытяжки в реальном времени. Ведущие OEM-производители уже интегрируют эту технологию в свои Машина для производства трехслойной стрейч-пленки и Машина для производства пятислойной стрейч-пленки, чтобы достичь баланса между стойкостью к проколу (не менее 8 Н/мм) и эластичным восстановлением (не менее 95%). Инвестиции в модернизацию экструдера с точным управлением вытяжкой окупаются в течение 6-8 месяцев за счет снижения расхода материала и повышения конкурентоспособности продукции. Выбор оборудования с гибкой настройкой коэффициента вытяжки — это не просто техническое решение, а стратегическое преимущество для выхода на премиальные рынки упаковки.