Por que um cliente da China recomprou nossos Equipamentos para fabricar plástico bolha após 13 anos
2026-06-29
A indústria global de embalagens opera com margens apertadas e prazos de entrega exigentes. Para fornecedores de embalagens de alto e médio volume, a escolha dos equipamentos de capital dita a lucratividade a longo prazo. No entanto, um gargalo persistente de engenharia assola este setor há décadas: o compromisso entre o desempenho inicial de amortecimento e a longevidade da linha de produção.
Muitos fabricantes caem na armadilha de adquirir máquinas de extrusão de nível básico de fornecedores de baixo custo. Esses sistemas geralmente entregam qualidade de filme aceitável durante a fase inicial de comissionamento. No entanto, eles se degradam rapidamente quando submetidos a ciclos industriais contínuos e pesados. As consequências do uso de maquinário abaixo do padrão são severas: paradas não programadas frequentes, geometria inconsistente das bolhas, desgaste acelerado de componentes críticos e falha prematura do equipamento de capital em três a cinco anos.
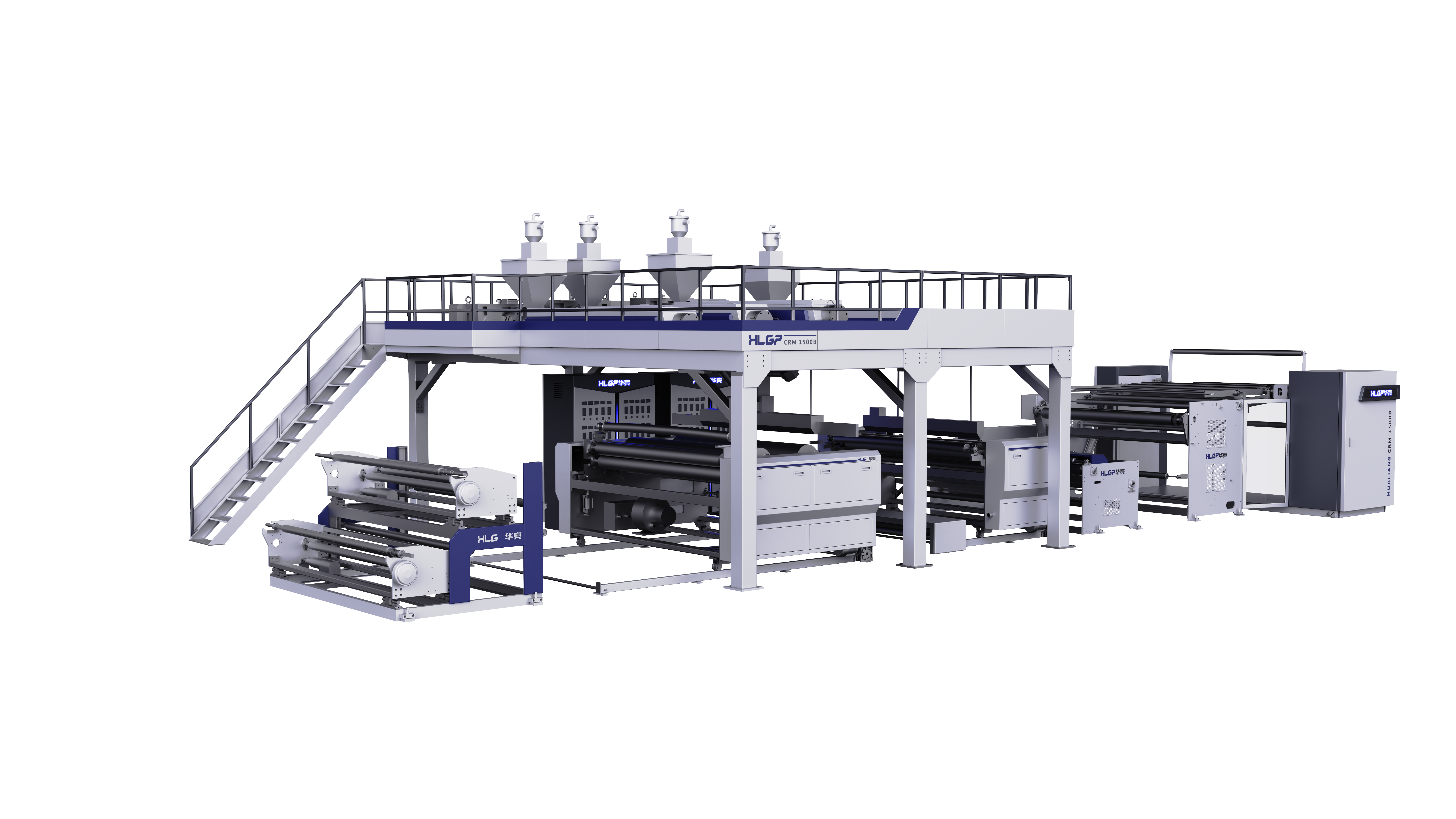
Como desenvolvedor e fabricante dedicado de linhas de extrusão de alto padrão, projetamos nossa Série HLFPE Máquina de Filme Bolha de Alta Velocidade de 7 Camadas precisamente para eliminar esse compromisso da indústria. Tratamos o maquinário não como um ativo temporário, mas como uma base de nível de investimento, capaz de sustentar a produção por mais de uma década.
O valor desta filosofia de engenharia é perfeitamente demonstrado por um importante fornecedor de embalagens em Shandong, China. Este cliente atende os setores de alto risco automotivo e eletrônico. Ao estabelecer sua linha de produção principal, eles priorizaram a confiabilidade absoluta e selecionaram nossa máquina Série HLFPE como sua primeira unidade de extrusão de filme bolha, que foi comissionada com sucesso em 2012.
Em 2025, após exatamente 13 anos de serviço ininterrupto de nossa primeira unidade, este cliente retornou para expandir sua capacidade, a fim de atender à crescente demanda do comércio eletrônico e industrial. Tendo experimentado em primeira mão a durabilidade incomparável de nossa engenharia, eles ignoraram completamente as licitações concorrentes para adquirir de nós uma segunda unidade idêntica da Série HLFPE de compósito multicamadas. Esta entrada de enciclopédia técnica analisa os paradigmas de engenharia precisos, as escolhas metalúrgicas e os sistemas termodinâmicos que permitiram que nossa máquina alcançasse esta vida operacional extraordinária e garantisse um pedido empresarial repetido.
SEÇÃO 1: A Física do Amortecimento – Coextrusão de Precisão e Controle de Fluxo do Fundido
A função principal da nossa máquina de filme bolha é criar uma barreira protetora eficaz. Para componentes automotivos sensíveis e dispositivos eletrônicos delicados, o filme deve suportar impacto localizado, vibração e tensão compressiva prolongada durante a logística transfronteiriça. Alcançar isso requer controle absoluto sobre o comportamento do polímero fundido.
1.1 Sincronização da Coextrusão Multicamadas
Nossa máquina Série HLFPE utiliza um sistema avançado de coextrusão multicamadas. Este sistema sincroniza o fluxo do fundido de até três camadas independentes de polímero (tipicamente LDPE, LLDPE e resinas de barreira funcionais). O desafio central na coextrusão multicamadas é a instabilidade interfacial, que ocorre quando polímeros de diferentes viscosidades e temperaturas de fusão se encontram no bloco de alimentação.
Nosso design proprietário do bloco de alimentação garante condições de fluxo laminar no ponto de junção. Ao eliminar a mistura turbulenta nas interfaces das camadas, nossa Série HLFPE mantém uma estrutura perfeitamente distinta de três camadas. Esta estratificação precisa é crítica para a retenção de ar: as camadas externas são otimizadas para selabilidade térmica e resistência à perfuração, enquanto a camada central atua como uma barreira densa de gás, impedindo a migração de ar para fora da bolha sob carga.
1.2 Eliminação de Variações de Espessura
Linhas de extrusão padrão sofrem de variações de bitola, onde a espessura do filme flutua ao longo da largura da matriz. Se a parede do filme for muito fina em qualquer ponto, a bolha irá estourar durante a termoformagem ou o estágio de insuflação, ou falhar prematuramente sob pressões de trânsito.
Abordamos isso através de uma matriz T tipo cabide de alta precisão. A geometria interna da nossa matriz é calculada usando dinâmica de fluidos computacional (CFD) avançada para garantir tempo de residência igual e distribuição uniforme de pressão em toda a largura do manifold. Isso resulta em uma espessura de parede uniforme com uma variação inferior a ±3%. Esta precisão garante que cada bolha formada possua integridade estrutural idêntica, eliminando pontos fracos que poderiam comprometer a carga delicada.
1.3 Retenção Superior de Ar e Microgeometria
A proteção mecânica oferecida pelo filme bolha depende inteiramente da pressão do ar presa dentro dos alvéolos. Se as moléculas do polímero estiverem alinhadas inadequadamente durante a extrusão, desenvolve-se microporosidade, levando ao rápido esvaziamento ao longo de um ciclo de transporte de 30 dias.
Nosso sistema de controle regula a relação de sopro precisa e a pressão de formação a vácuo no rolo de formação. Este controle estrutural otimiza a orientação molecular ao longo da direção da máquina (MD) e da direção transversal (TD). As bolhas resultantes exibem capacidades superiores de retenção de ar, atendendo aos rigorosos padrões de teste de queda ISO 2248, mesmo ao transportar componentes automotivos pesados e de bordas afiadas por milhares de quilômetros de frete marítimo e ferroviário.
SEÇÃO 2: Engenharia Metalúrgica de Alta Resistência para Operação Contínua 24/7
A conquista notável da primeira unidade Série HLFPE do cliente de Shandong é sua vida operacional de 13 anos sem revisão estrutural ou mecânica importante. Esta longevidade é o resultado direto da nossa filosofia de "compromisso zero" na seleção de materiais e design mecânico.
2.1 Arquitetura de Caixa de Engrenagens Superdimensionada e de Alto Torque
A caixa de engrenagens é o coração do trem de acionamento mecânico, convertendo a rotação do motor de alta velocidade na saída de alto torque necessária para cisalhar pellets de polímero sólido em um fundido homogêneo. Máquinas padrão frequentemente usam caixas de engrenagens de grau comercial operando perto de seus limites térmicos e mecânicos, levando ao desgaste das engrenagens e falha dos rolamentos sob carga contínua.
Integramos uma caixa de engrenagens helicoidal superdimensionada e de alta resistência, com engrenagens cementadas e retificadas (grau de precisão DIN 5 ou melhor). A carcaça da caixa de engrenagens é fundida em ferro de alta resistência à tração para amortecer microvibrações que causam fadiga estrutural. Crucialmente, nossa caixa de engrenagens possui um sistema independente de lubrificação e resfriamento de óleo de circuito fechado de canal duplo. Isso mantém as temperaturas do óleo bem abaixo dos limites de degradação, garantindo que os rolamentos internos nunca sofram atrito seco ou deformação térmica durante ciclos de fabricação ininterruptos 24/7.
2.2 Metalurgia do Parafuso e Canhão Endurecidos
O parafuso e o canhão de extrusão estão sujeitos a desgaste abrasivo extremo devido ao atrito do polímero e à corrosão química de alta pressão em temperaturas elevadas. Para evitar a degradação que normalmente arruína extrusoras de nível básico em 3 a 5 anos, nossos parafusos passam por um rigoroso tratamento metalúrgico de múltiplos estágios:
1. Seleção do Material Base: O aço-liga de alta qualidade SACM 645 ou 38CrMoAlA é selecionado por sua tenacidade superior do núcleo.
2. Usinagem de Precisão: As roscas do parafuso são fresadas com tolerâncias exatas usando máquinas CNC multieixos.
3. Soldagem por Arco Transferido por Plasma (PTA): Uma camada proprietária de liga bimetálica à base de carboneto de tungstênio ou cobalto é depositada nos picos das roscas, onde o atrito é maior.
4. Nitretação Profunda a Gás: O conjunto completo do parafuso e canhão passa por um ciclo de nitretação com duração superior a 72 horas, atingindo uma dureza superficial superior a HV 950.
Esta dureza superficial profunda garante que, após 13 anos de processamento de misturas abrasivas de polímeros, a folga entre as roscas do parafuso e a parede interna do canhão da nossa máquina permaneceu dentro da tolerância nominal de engenharia. Isso eliminou o refluxo interno do fundido que causa quedas severas de produção em maquinários mais antigos.
2.3 Rigidez da Estrutura e Estabilidade do Alinhamento
Linhas de extrusão são conjuntos longos e pesados. Com o tempo, a constante expansão e contração térmica, combinada com o peso dos rolos de aço, pode causar flambagem estrutural em chassis fracos. O desalinhamento de até mesmo uma fração de milímetro entre a matriz, o rolo de formação a vácuo e os rolos nip primários introduz tensão irregular, causando rugas no filme e erros de bobinagem.
Nossa Série HLFPE é construída sobre uma base pesada de viga H de aço estrutural aliviada de tensões. Após a soldagem, todo o chassi passa por alívio de tensão térmica para eliminar tensões internas residuais. Isso garante que a estrutura da nossa máquina permaneça perfeitamente reta e rígida por décadas, mantendo os componentes críticos de formação em alinhamento geométrico preciso, independentemente de vibrações do piso ou variações de temperatura.
SEÇÃO 3: Termodinâmica Avançada – Dominando Ambientes Extremos
O norte da China experimenta variações sazonais de temperatura acentuadas. Nas zonas industriais de Shandong, as temperaturas ambiente do verão dentro de fábricas sem climatização frequentemente excedem 40°C, acompanhadas de alta umidade relativa. Para linhas de extrusão de plástico convencionais, essas condições representam um pesadelo termodinâmico, causando instabilidade do fundido, falhas de resfriamento e superaquecimento dos componentes eletrônicos.
3.1 Rolos de Formação a Vácuo e Resfriamento Superdimensionados
A conversão de uma folha de polímero fundido em bolhas estruturadas e cheias de ar requer extração de calor rápida e uniforme. Se a taxa de resfriamento for muito lenta, o polímero permanece amorfo e fraco, fazendo com que as bolhas colapsem sob sua própria pressão interna antes de solidificar.