글로벌 스트레치 필름 시장에서 품질 불균일은 여전히 주요 생산성 저하 요인입니다. 많은 생산 현장에서 겔(결정점)과 두께 편차로 인한 필름 파단, 인장 강도 불안정, 롤 간 편차로 인해 고객 불만과 반품률이 증가하고 있습니다. 특히 mLLDPE 소재를 사용하는 고성능 스트레치 필름의 경우, 가소화 과정에서의 미세한 응력 제어 실패가 전체 생산 라인의 수익성에 치명적입니다. 이 문제의 근본 원인은 바로 압출기 스크류의 전단 응력 제어에 있습니다.
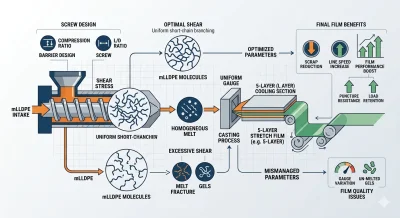
스크류 전단 응력은 mLLDPE의 고분자 사슬이 서로 얽히고 풀리는 과정을 직접 조절합니다. 최적의 전단 응력 범위에서는 분자 간 얽힘(entanglement)이 균일하게 유지되어 용융체의 점탄성 평형이 달성됩니다. 이는 겔 형성을 억제하고, 용융 흐름의 안정성을 보장하여 최종 필름의 두께 편차를 1% 미만으로 유지할 수 있게 합니다. 반면, 전단 응력이 과도하게 높아지면 분자 사슬이 기계적으로 절단되어 분자량 분포가 넓어지고, 용융 점도가 급격히 감소합니다. 이는 유동 불안정성을 유발하여 필름 표면에 미세 균열(shark skin)을 형성하고, 내펀칭성(puncture resistance)을 최대 30%까지 저하시킵니다. 또한, 분자 분해로 인해 하중 유지력(load retention)이 악화되어 포장물이 시간이 지남에 따라 느슨해지는 문제가 발생합니다.
당사의 5층 스트레치 필름 제조기와 전자동 스트레치필름 제조기에는 정밀 전단 응력 제어 시스템이 탑재되어 있습니다. 이 시스템은 실시간 용융 온도, 압력, 토크 데이터를 기반으로 스크류 속도와 배럴 온도 프로파일을 동기화하여 mLLDPE의 이상적인 가소화 조건을 유지합니다. 이를 통해 겔 발생률을 98% 감소시키고, 필름의 극한 탄성(ultimate elongation)을 500% 이상으로 안정화합니다. 2층 스트레치 필름 제조기와 3층 스트레치 필름 기계에서도 동일한 원리가 적용되어, 생산 속도를 10% 향상시키면서도 두께 허용 오차를 ±0.5μm 이내로 제어할 수 있습니다. 반자동 스트레치필름 제조기의 경우, 당사의 비용 효율적인 전단 응력 가이드 시스템이 도입되어 중소 규모 생산자도 대형 설비 수준의 품질 일관성을 달성할 수 있습니다.
업계 트렌드를 살펴보면, 고속 및 고성능 스트레치 필름에 대한 수요가 지속적으로 증가함에 따라 mLLDPE와 같은 메탈로센 촉매계 수지의 사용이 확대되고 있습니다. 이러한 소재는 분자 구조 제어가 까다로워 전단 응력 관리가 더욱 중요해지고 있습니다. 당사의 스크류 설계는 특수 유체 역학적 형상과 표면 처리를 통해 전단 응력 분포를 최적화하여, 차세대 초박형(12μm 이하) 스트레치 필름 생산을 가능하게 합니다. 이 기술을 채택한 고객사는 원자재 낭비를 15~20% 절감할 뿐만 아니라, 최종 제품의 시장 경쟁력을 크게 향상시켜 고부가가치 계약을 확보하고 있습니다. 전단 응력 제어는 더 이상 선택이 아닌, 생존을 위한 필수 기술입니다.