Perché un cliente cinese ha riacquistato le nostre Linee di estrusione per pluriball dopo 13 anni
2026-06-29
L'industria globale dell'imballaggio opera con margini estremamente ridotti e scadenze di consegna impegnative. Per i fornitori di imballaggi ad alto e medio volume, la scelta delle attrezzature determina la redditività a lungo termine. Tuttavia, un persistente collo di bottiglia ingegneristico affligge questo settore da decenni: il compromesso tra prestazioni di ammortizzazione iniziali e longevità della linea di produzione.
Molti produttori cadono nella trappola di acquistare macchine per estrusione di livello base da fornitori a basso costo. Questi sistemi spesso forniscono una qualità del film accettabile durante la fase iniziale di avviamento. Tuttavia, si degradano rapidamente se sottoposti a cicli industriali continui e gravosi. Le conseguenze dell'utilizzo di macchinari inadeguati sono gravi: frequenti tempi di fermo non programmati, geometria delle bolle incoerente, usura accelerata dei componenti critici e guasto prematuro delle attrezzature entro tre-cinque anni.
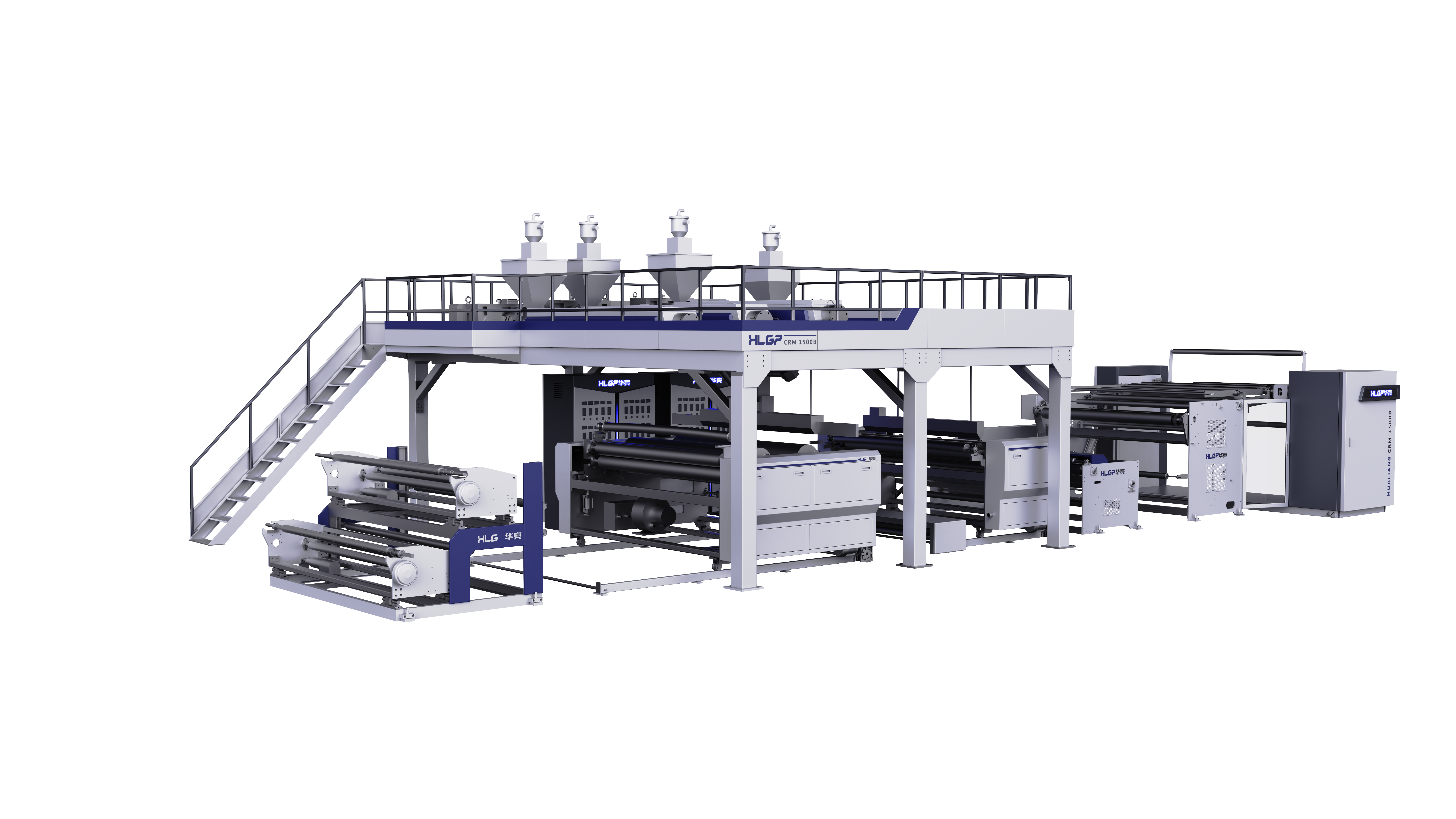
In qualità di sviluppatore e produttore dedicato di linee di estrusione di fascia alta, abbiamo progettato la nostra serie HLFPE di Macchine per film a bolle proprio per eliminare questo compromesso industriale. Trattiamo i macchinari non come un bene temporaneo, ma come una base patrimoniale in grado di sostenere la produzione per oltre un decennio.
Il valore di questa filosofia ingegneristica è perfettamente dimostrato da un importante fornitore di imballaggi nello Shandong, in Cina. Questo cliente serve i settori automobilistico ed elettronico, dove la posta in gioco è alta. Quando hanno allestito la loro linea di produzione principale, hanno dato priorità all'affidabilità assoluta e hanno selezionato la nostra Macchina per film a bolle serie HLFPE come prima unità per estrusione di pluriball, che è stata commissionata con successo nel 2012.
Nel 2025, dopo esattamente 13 anni di servizio ininterrotto della nostra prima unità, questo cliente è tornato per espandere la propria capacità produttiva al fine di soddisfare la crescente domanda dell'e-commerce e del settore industriale. Avendo sperimentato in prima persona la durata senza pari della nostra ingegneria, hanno bypassato completamente le offerte concorrenti per acquistare da noi una seconda identica unità multistrato composita della serie HLFPE. Questa voce enciclopedica analizza i paradigmi ingegneristici precisi, le scelte metallurgiche e i sistemi termodinamici che hanno permesso alla nostra macchina di raggiungere questa straordinaria vita operativa e di ottenere un ordine di riacquisto aziendale.
SEZIONE 1: La fisica dell'ammortizzazione – Co-estrusione di precisione e controllo del flusso del fuso
La funzione principale della nostra Macchina per film a bolle è creare una barriera protettiva efficace. Per i componenti automobilistici sensibili e i dispositivi elettronici delicati, il film deve resistere a impatti localizzati, vibrazioni e stress compressivo prolungato durante la logistica transfrontaliera. Raggiungere questo obiettivo richiede un controllo assoluto sul comportamento del polimero fuso.
1.1 Sincronizzazione della co-estrusione multistrato
La nostra Macchina per film a bolle serie HLFPE utilizza un sistema avanzato di co-estrusione multistrato. Questo sistema sincronizza il flusso del fuso di fino a tre strati polimerici indipendenti (tipicamente LDPE, LLDPE e resine barriera funzionali). La sfida principale nella co-estrusione multistrato è l'instabilità interfacciale, che si verifica quando polimeri con diverse viscosità e temperature di fusione si incontrano nel blocco di alimentazione.
Il nostro design proprietario del blocco di alimentazione garantisce condizioni di flusso laminare nel punto di giunzione. Eliminando la miscelazione turbolenta alle interfacce degli strati, la nostra serie HLFPE mantiene una struttura a tre strati perfettamente distinta. Questa stratificazione di precisione è fondamentale per la ritenzione dell'aria: gli strati esterni sono ottimizzati per la saldabilità a caldo e la resistenza alla perforazione, mentre lo strato centrale funge da densa barriera al gas, impedendo la migrazione dell'aria fuori dalla bolla sotto carico.
1.2 Eliminazione delle variazioni di spessore
Le linee di estrusione standard soffrono di variazioni di calibro, dove lo spessore del film fluttua attraverso la larghezza della filiera. Se la parete del film è troppo sottile in qualsiasi punto, la bolla scoppierà durante la fase di termoformatura o gonfiaggio, o cederà prematuramente sotto le pressioni del trasporto.
Affrontiamo questo problema con una filiera a T a pettine ad alta precisione. La geometria interna della nostra filiera è calcolata utilizzando avanzate simulazioni di fluidodinamica computazionale (CFD) per garantire un tempo di residenza uguale e una distribuzione uniforme della pressione su tutta la larghezza del collettore. Ciò si traduce in uno spessore uniforme della parete con una variazione inferiore al ±3%. Questa precisione garantisce che ogni singola bolla formata possieda un'integrità strutturale identica, eliminando i punti deboli che potrebbero mettere a repentaglio il carico delicato.
1.3 Ritenzione d'aria superiore e micro-geometria
La protezione meccanica offerta dal pluriball si basa interamente sulla pressione dell'aria intrappolata all'interno delle tasche. Se le molecole polimeriche sono allineate in modo improprio durante l'estrusione, si sviluppa micro-porosità, portando a un rapido sgonfiamento nell'arco di un ciclo di spedizione di 30 giorni.
Il nostro sistema di controllo regola il preciso rapporto di gonfiaggio e la pressione di formatura sotto vuoto al rullo di formatura. Questo controllo strutturale ottimizza l'orientamento molecolare sia nella direzione macchina (MD) che nella direzione trasversale (TD). Le bolle risultanti mostrano capacità di ritenzione d'aria superiori, soddisfacendo i rigorosi standard di prova di caduta ISO 2248 anche quando trasportano componenti freno automobilistici pesanti e con bordi taglienti su migliaia di chilometri di trasporto marittimo e ferroviario.
SEZIONE 2: Ingegneria metallurgica per carichi pesanti per funzionamento continuo 24 ore su 24, 7 giorni su 7
Il risultato eccezionale della prima unità della serie HLFPE del cliente dello Shandong è la sua vita operativa di 13 anni senza alcuna revisione strutturale o meccanica importante. Questa longevità è il risultato diretto della nostra filosofia di progettazione meccanica e selezione dei materiali "senza compromessi".
2.1 Architettura del cambio sovradimensionato ad alta coppia
Il cambio è il cuore della trasmissione meccanica, che converte la rotazione del motore ad alta velocità nella coppia elevata necessaria per tagliare i granuli di polimero solido in un fuso omogeneo. Le macchine standard spesso utilizzano cambi di qualità commerciale che operano vicino ai loro limiti termici e meccanici, portando a vaiolatura degli ingranaggi e cedimento dei cuscinetti sotto carico continuo.
Integriamo un cambio elicoidale sovradimensionato per carichi pesanti con ingranaggi cementati e rettificati (grado di precisione DIN 5 o superiore). Il carter del cambio è pressofuso in ghisa ad alta resistenza alla trazione per smorzare le micro-vibrazioni che causano affaticamento strutturale. Fondamentalmente, il nostro cambio è dotato di un sistema di lubrificazione e raffreddamento a olio a circuito chiuso a doppio canale indipendente. Questo mantiene le temperature dell'olio ben al di sotto delle soglie di degradazione, assicurando che i cuscinetti interni non subiscano mai attrito a secco o deformazione termica durante cicli di produzione ininterrotti 24 ore su 24, 7 giorni su 7.
2.2 Metallurgia della vite e del cilindro temprati
La vite e il cilindro di estrusione sono sottoposti a usura abrasiva estrema dovuta all'attrito del polimero e alla corrosione chimica ad alta pressione a temperature elevate. Per prevenire il degrado che di solito rovina gli estrusori di livello base entro 3-5 anni, le nostre viti sono sottoposte a un rigoroso trattamento metallurgico multistadio:
1. Selezione del materiale di base: viene selezionato acciaio legato di alta qualità SACM 645 o 38CrMoAlA per la sua superiore tenacità del nucleo.
2. Lavorazione di precisione: i filetti della vite vengono fresati con tolleranze esatte utilizzando macchine CNC multiasse.
3. Saldatura ad arco trasferito al plasma (PTA): uno strato di lega bimetallica proprietaria a base di carburo di tungsteno o cobalto viene depositato sulle creste del filetto, dove l'attrito è più elevato.
4. Nitrurazione profonda in gas: l'intero gruppo vite e cilindro viene sottoposto a un ciclo di nitrurazione della durata di oltre 72 ore, raggiungendo una durezza superficiale superiore a HV 950.
Questa durezza superficiale profonda garantisce che, dopo 13 anni di lavorazione di miscele polimeriche abrasive, il gioco tra i filetti della vite e la parete interna del cilindro della nostra macchina sia rimasto ben all'interno della tolleranza ingegneristica nominale. Ciò ha eliminato il riflusso interno del fuso che causa gravi cali di produzione nei macchinari più vecchi.
2.3 Rigidità del telaio strutturale e stabilità dell'allineamento
Le linee di estrusione sono gruppi lunghi e pesanti. Nel tempo, la costante dilatazione e contrazione termica, combinata con il peso dei rulli in acciaio, può causare cedimenti strutturali nei telai deboli. Il disallineamento, anche di una frazione di millimetro, tra la filiera, il rullo di formatura sotto vuoto e i rulli primari di trascinamento introduce una tensione non uniforme, causando rughe nel film ed errori di avvolgimento.
La nostra serie HLFPE è costruita su una base pesante in trave d'acciaio strutturale H, trattata termicamente per la distensione. Dopo la saldatura, l'intero telaio viene sottoposto a distensione termica per eliminare le tensioni interne residue. Ciò garantisce che il telaio della nostra macchina rimanga perfettamente dritto e rigido per decenni, mantenendo i componenti critici di formatura in un preciso allineamento geometrico indipendentemente dalle vibrazioni del pavimento o dalle variazioni di temperatura.
SEZIONE 3: Termodinamica avanzata – Padroneggiare ambienti esterni estremi
La Cina settentrionale sperimenta forti variazioni di temperatura stagionali. Nelle zone industriali dello Shandong, le temperature ambiente estive all'interno degli stabilimenti non climatizzati superano frequentemente i 40°C, accompagnate da elevata umidità relativa. Per le linee di estrusione plastica convenzionali, queste condizioni rappresentano un incubo termodinamico, causando instabilità del fuso, guasti al raffreddamento e surriscaldamento dell'elettronica.
3.1 Rulli di formatura sotto vuoto e raffreddamento sovradimensionati
La conversione di un foglio polimerico fuso in bolle strutturate e piene d'aria richiede un'estrazione del calore rapida e uniforme. Se la velocità di raffreddamento è troppo lenta, il polimero rimane amorfo e debole, causando il collasso delle bolle sotto la propria pressione interna prima della solidificazione.