لماذا أعاد عميل صيني شراء معدات تصنيع تغليف الفقاعات الخاصة بنا بعد 13 عامًا
2026-06-29
تعمل صناعة التغليف العالمية على هوامش ربح ضئيلة وجداول تسليم صارمة. بالنسبة لموردي التغليف عالي ومتوسط الحجم، يحدد اختيار المعدات الرأسمالية الربحية طويلة الأجل. ومع ذلك، ظهر عنق زجاجة هندسي مستمر يعاني منه هذا القطاع لعقود: وهو المفاضلة بين أداء التوسيد الأولي وطول عمر خط الإنتاج.
يقع العديد من المصنعين في فخ شراء آلات البثق الأساسية من الموردين منخفضي التكلفة. غالبًا ما توفر هذه الأنظمة جودة فيلم مقبولة خلال مرحلة التشغيل الأولي. لكنها تتدهور بسرعة عند تعرضها لدورات صناعية مستمرة وثقيلة. عواقب استخدام الآلات دون المستوى وخيمة: توقف غير مخطط له بشكل متكرر، هندسة فقاعات غير متناسقة، تآكل متسارع في المكونات الحيوية، وفشل مبكر للمعدات الرأسمالية في غضون ثلاث إلى خمس سنوات.
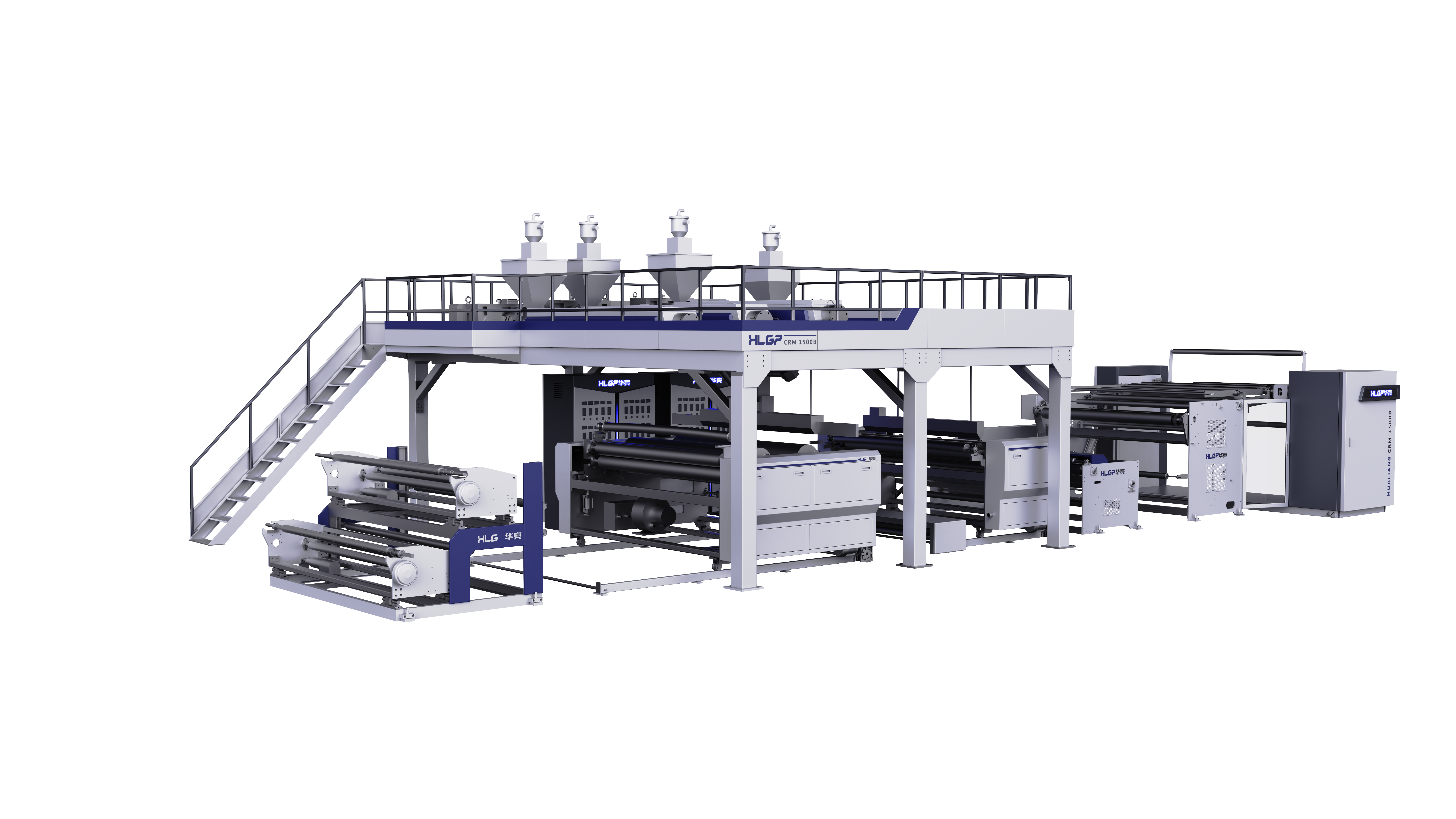
بصفتنا مطورًا ومصنعًا متخصصًا لخطوط البثق عالية الجودة، قمنا بهندسة سلسلة HLFPE الخاصة بنا لآلة تصنيع فيلم الفقاعات، وذلك لإزالة هذه المفاضلة الصناعية تمامًا. نحن نتعامل مع الآلات ليس كأصل مؤقت، بل كأساس استثماري قادر على الحفاظ على الإنتاج لأكثر من عقد.
تتجلى قيمة هذه الفلسفة الهندسية بشكل مثالي من خلال مورد تغليف بارز في شاندونغ، الصين. هذا العميل يخدم قطاعي السيارات والإلكترونيات عاليي المخاطر. عند إنشاء خط الإنتاج الأساسي الخاص بهم، أعطوا الأولوية للموثوقية المطلقة واختاروا آلة السلسلة HLFPE الخاصة بنا كأول وحدة بثق فيلم فقاعات لديهم، والتي تم تشغيلها بنجاح في عام 2012.
في عام 2025، بعد 13 عامًا بالضبط من الخدمة المتواصلة لوحدتنا الأولى، عاد هذا العميل لتوسيع طاقته الإنتاجية لتلبية الطلب المتزايد من التجارة الإلكترونية والصناعة. بعد أن اختبر بشكل مباشر المتانة الفائقة لهندستنا، تجاوزوا عملية تقديم العطاءات للمنافسين بالكامل واشتروا وحدة ثانية مماثلة متعددة الطبقات من سلسلة HLFPE منا. يحلل هذا الدخول التقني الموسوعي النماذج الهندسية الدقيقة، والاختيارات المعدنية، والأنظمة الديناميكية الحرارية التي مكنت آلتنا من تحقيق هذا العمر التشغيلي الاستثنائي وتأمين طلب متكرر من المؤسسات.
القسم 1: فيزياء التوسيد – البثق المشترك الدقيق والتحكم في تدفق الذوبان
الوظيفة الأساسية لآلة فيلم الفقاعات لدينا هي إنشاء حاجز وقائي فعال. بالنسبة لمكونات السيارات الحساسة والأجهزة الإلكترونية الدقيقة، يجب أن يتحمل الفيلم الصدمات الموضعية والاهتزاز والإجهاد الانضغاطي المطول أثناء الخدمات اللوجستية عبر الحدود. يتطلب تحقيق هذا تحكمًا مطلقًا في سلوك بلمر الذوبان.
1.1 تزامن البثق المشترك متعدد الطبقات
تستخدم سلسلة HLFPE الخاصة بنا نظام بثق مشترك متعدد الطبقات متقدم. يقوم هذا النظام بمزامنة تدفق ذوبان ما يصل إلى ثلاث طبقات بلمر مستقلة (عادةً LDPE و LLDPE والراتنجات الوظيفية الحاجزة). التحدي الأساسي في البثق المشترك متعدد الطبقات هو عدم استقرار الواجهة البينية، والذي يحدث عندما تلتقي البلمرات ذات اللزوجة المختلفة ودرجات حرارة الذوبان المختلفة في وحدة التغذية.
يضمن تصميم وحدة التغذية الخاص بنا ظروف التدفق الصفحي عند نقطة الالتحام. من خلال القضاء على الخلط المضطرب عند واجهات الطبقات، تحافظ سلسلة HLFPE الخاصة بنا على بنية ثلاثية الطبقات متميزة تمامًا. هذا التطبق الدقيق أمر بالغ الأهمية للاحتفاظ بالهواء: يتم تحسين الطبقات الخارجية لقابلية الختم الحراري ومقاومة الثقب، بينما تعمل الطبقة الأساسية كحاجز غازي كثيف، مما يمنع هجرة الهواء خارج الفقاعة تحت الحمل.
1.2 القضاء على تباينات السمك
تعاني خطوط البثق القياسية من تباينات في القياس، حيث يتقلب سمك الفيلم عبر عرض القالب. إذا كان جدار الفيلم رقيقًا جدًا في أي نقطة، فستنفجر الفقاعة أثناء مرحلة التشكيل الحراري أو النفخ، أو تفشل قبل الأوان تحت ضغوط النقل.
نعالج هذا من خلال قالب عالي الدقة من نوع T على شكل علاقة معطف. يتم حساب الهندسة الداخلية لقالبنا باستخدام ديناميكيات الموائع الحسابية المتقدمة (CFD) لضمان وقت مكوث متساوٍ وتوزيع موحد للضغط عبر عرض المشعب بالكامل. ينتج عن هذا سمك جدار موحد مع تباين أقل من ±3٪. يضمن هذا الدقة أن كل فقاعة تتشكل تمتلك سلامة هيكلية متطابقة، مما يزيل نقاط الضعف التي قد تعرض البضائع الحساسة للخطر.
1.3 الاحتفاظ الفائق بالهواء والهندسة الدقيقة
تعتمد الحماية الميكانيكية التي يوفرها فيلم الفقاعات بشكل كامل على ضغط الهواء المحبوس داخل الجيوب. إذا تمت محاذاة جزيئات البلمر بشكل غير صحيح أثناء البثق، تتطور المسامية الدقيقة، مما يؤدي إلى انكماش سريع على مدار دورة شحن مدتها 30 يومًا.
ينظم نظام التحكم لدينا نسبة النفخ الدقيقة وضغط التشكيل الفراغي عند أسطوانة التشكيل. يعمل هذا التحكم الهيكلي على تحسين الاتجاه الجزيئي على طول كل من اتجاه الآلة (MD) والاتجاه العرضي (TD). تظهر الفقاعات الناتجة قدرات فائقة على الاحتفاظ بالهواء، وتفي بمعايير اختبار السقوط ISO 2248 الصارمة حتى عند حمل مكونات فرامل سيارات ثقيلة وحادة الحواف عبر آلاف الأميال من الشحن البحري والسكك الحديدية.
القسم 2: الهندسة المعدنية الثقيلة للتشغيل المستمر 24/7
الإنجاز البارز لوحدة HLFPE الأولى لعميل شاندونغ هو عمرها التشغيلي الذي يبلغ 13 عامًا دون إصلاح هيكلي أو ميكانيكي كبير. هذه المتانة هي النتيجة المباشرة لفلسفة "عدم المساومة" في اختيار المواد والتصميم الميكانيكي لدينا.
2.1 عزم دوران عالٍ وهندسة علبة التروس كبيرة الحجم
علبة التروس هي قلب مجموعة نقل الحركة الميكانيكية، حيث تحول دوران المحرك عالي السرعة إلى خرج عزم دوران عالٍ مطلوب لقص كريات البلمر الصلبة إلى ذوبان متجانس. تستخدم الآلات القياسية غالبًا علب تروس تجارية تعمل بالقرب من حدودها الحرارية والميكانيكية، مما يؤدي إلى تنقر التروس وفشل المحامل تحت الحمل المستمر.
نقوم بدمج علبة تروس حلزونية ثقيلة كبيرة الحجم تتميز بتروس مقواة بالسطح ومطحونة (درجة الدقة DIN 5 أو أفضل). يتم صب غلاف علبة التروس من حديد عالي الشد لتخفيف الاهتزازات الدقيقة التي تسبب إجهادًا هيكليًا. والأهم من ذلك، أن علبة التروس لدينا تتميز بنظام تشحيم وتبريد زيتي مستقل ثنائي القناة ومغلق الحلقة. يحافظ هذا على درجات حرارة الزيت أقل بكثير من عتبات التدهور، مما يضمن عدم تعرض المحامل الداخلية أبدًا للاحتكاك الجاف أو التشوه الحراري أثناء دورات التصنيع المستمرة 24/7.
2.2 المعادن المتصلدة للولاء والبرميل
يتعرض ولاء البثق والبرميل لتآكل كاشط شديد من احتكاك البلمر والتآكل الكيميائي عالي الضغط في درجات حرارة مرتفعة. لمنع التدهور الذي عادة ما يدمر الطاردات الأساسية في غضون 3 إلى 5 سنوات، تخضع لوالبنا لمعالجة معدنية متعددة المراحل صارمة:
1. اختيار المادة الأساسية: يتم اختيار سبائك الصلب عالية الجودة SACM 645 أو 38CrMoAlA لمتانتها الأساسية الفائقة.
2. التشغيل الآلي الدقيق: يتم طحن أجنحة اللولب إلى تفاوتات دقيقة باستخدام آلات CNC متعددة المحاور.
3. لحام القوس بنقل البلازما (PTA): يتم ترسيب طبقة سبائك ثنائية المعدن خاصة تعتمد على كربيد التنغستن أو الكوبالت على قمم الأجنحة، حيث يكون الاحتكاك في أعلى مستوياته.
4. النيترة العميقة بالغاز: تخضع مجموعة اللولب والبرميل بأكملها لدورة نيترة تستمر لأكثر من 72 ساعة، لتحقيق صلابة سطحية تتجاوز HV 950.
تضمن هذه الصلابة العميقة للسطح أنه بعد 13 عامًا من خلط البلمرات الكاشطة، ظل الخلوص بين أجنحة اللولب والجدار الداخلي للبرميل لآلتنا ضمن التفاوت المسموح به الهندسي الاسمي. أدى ذلك إلى القضاء على التدفق العكسي للذوبان الداخلي الذي يسبب انخفاضات حادة في الإنتاج في الآلات الأقدم.
2.3 صلابة الإطار الهيكلي واستقرار المحاذاة
خطوط البثق عبارة عن تجميعات طويلة وثقيلة. بمرور الوقت، يمكن أن يؤدي التمدد والانكماش الحراري المستمر، جنبًا إلى جنب مع وزن الأسطوانات الفولاذية، إلى ترهل هيكلي في هياكل الشاسيه الضعيفة. يؤدي عدم المحاذاة حتى ولو لجزء من الميليمتر بين القالب، وأسطوانة التشكيل الفراغي، وأسطوانات السحب الأولية إلى شد غير متساوٍ، مما يسبب تجاعيد الفيلم وأخطاء اللف.
تم بناء سلسلة HLFPE الخاصة بنا على قاعدة ثقيلة من عارضة H فولاذية هيكلية تم تخفيف إجهادها. بعد اللحام، يخضع الهيكل بأكمله لتخفيف الإجهاد الحراري للتخلص من الإجهادات الداخلية المتبقية. يضمن هذا أن يظل إطار آلتنا مستقيمًا تمامًا وصلبًا لعقود، مع الحفاظ على مكونات التشكيل الحيوية في محاذاة هندسية دقيقة بغض النظر عن اهتزازات الأرضية أو تغيرات درجات الحرارة.
القسم 3: الديناميكا الحرارية المتقدمة – إتقان البيئات المحيطة القاسية
تشهد شمال الصين تقلبات موسمية شديدة في درجات الحرارة. في المناطق الصناعية في شاندونغ، تتجاوز درجات الحرارة المحيطة في الصيف داخل المصانع غير المكيفة غالبًا 40 درجة مئوية، مصحوبة برطوبة نسبية عالية. بالنسبة لخطوط البثق البلاستيكي التقليدية، تمثل هذه الظروف كابوسًا ديناميكيًا حراريًا، مما يسبب عدم استقرار الذوبان، وفشل التبريد، وارتفاع حرارة الإلكترونيات.
3.1 أسطوانات التشكيل الفراغي والتبريد كبيرة الحجم لدينا
يتطلب تحويل صفيحة البلمر المنصهرة إلى فقاعات منظمة مملوءة بالهواء استخراجًا سريعًا وموحدًا للحرارة. إذا كان معدل التبريد بطيئًا جدًا، يظل البلمر غير بلوري وضعيفًا، مما يتسبب في انهيار الفقاعات تحت ضغطها الداخلي قبل التصلب.